

제조공정

산업 제조
<시간 />
피아노는 모든 악기 중에서 가장 잘 알려져 있고 사랑받는 악기일 것입니다. 또한 모든 악기의 범위가 가장 넓기 때문에 다른 모든 악기의 음악을 작곡할 수 있습니다. 솔로로 연주할 수 있지만 음성을 포함한 대부분의 다른 악기는 반주를 위해 피아노를 사용합니다. 기술적으로 피아노는 2,500개 이상의 부품으로 구성된 가장 복잡한 악기이기도 합니다.
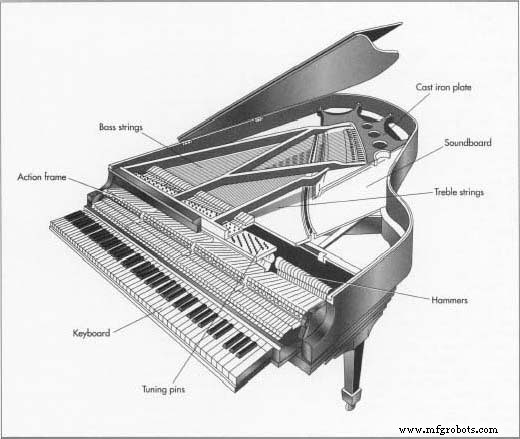
피아노는 현악기입니다. 많은 부분이 그랜드 또는 수직 피아노의 5가지 일반 구조 및 기계 영역으로 구성되어 있습니다. 날개 모양의 그랜드 피아노(또는 수직 또는 업라이트 피아노의 캐비닛)의 경우입니다. 공명판과 그 구성 요소인 늑골과 다리; 주철판; 문자열; 총체적으로 건반, 해머, 피아노 동작 또는 메커니즘. 케이스에는 다리와 튜닝 핀을 부착하기 위한 많은 구조적 부품이 있지만, 아마도 건반과 피아노 액션이 설치될 림과 건반 또는 선반이 가장 중요할 것입니다. 공명판은 브리지를 통해 전달되는 현의 진동을 증폭합니다.
주철판은 공명판과 핀블록(케이스의 일부) 위에 설치되어 장력을 받는 현을 고정할 수 있는 강도를 제공합니다. 노즈 볼트와 주변 볼트는 플레이트를 케이스의 브레이스와 내부 림에 고정합니다. 피아노의 현 220~240개는 주철판의 구부러진 가장자리를 따라 히치 핀에 연결되고 피아노 전면의 조율 핀에 키보드와 대략 평행하게 연결됩니다. 피아노 동작은 훨씬 더 복잡하며 건반, 해머, 메커니즘 또는 동작을 포함합니다.
피아노의 이름은 일반적으로 크기를 나타냅니다. 그랜드(날개 모양) 피아노의 길이는 4피트 7인치-9피트 6인치(1.4-2.9m)에서 건반의 끝 부분까지입니다. "베이비" 그랜드는 길이가 5피트-S피트 2인치(1.52-1.57m)입니다. 더 작은 그랜드 피아노는 "아파트 크기"라고 합니다. 더 큰 크기는 미디엄 그랜드와 콘서트 그랜드입니다. 현대의 수직형 피아노 디자인은 1935년 이후 거의 변경되지 않았습니다. 수직형의 높이는 36-52인치(91-132cm)이며 너비와 깊이는 약간 다릅니다. 가장 작은 것부터 가장 큰 것까지 다섯 가지 표준 크기는 스피넷, 콘솔렛, 콘솔, 스튜디오 및 전문 피아노입니다. 피아노는 외관상 자주 선택되며 캐비닛은 대부분의 가구 스타일과 마감재로 제공됩니다.
피아노의 조상은 최초의 현악기입니다. 현을 뽑고 치고 휘는 것은 모든 고대 문명에서 알려져 있었습니다. 하프는 성경의 창세기에 언급되어 있습니다. 시편은 곡괭이로 현을 뽑는 고대 상자형 악기였습니다. 현악기에 건반을 추가하여 하프시코드를 중심으로 한 악기군이 되었지만, 17세기 가장 인기 있는 악기인 하프시코드에서는 건반이 현을 뽑는 데 사용되었습니다. 병렬 개발은 줄을 두드리는 또 다른 현이 있는 상자인 덜시머(dulcimer)였습니다. 건반과 현은 클라비코드의 타격 악기에서 짝을 이루어 피아노포르테 또는 포르테피아노의 발명으로 직접 이어졌습니다.
Bartolomeo de Francesco Cristofori는 이탈리아 파도바에서 하프시코드를 만들었습니다. 그는 1700년에 피아노를 발명한 것으로 알려져 있습니다. Cristofori의 피아노는 해머와 건반을 연결하는 작동 부품에 의해 움직여진 후 운동량에 의해 현을 두드리는 해머가 있었습니다. 해머는 백 체크 또는 해머 체크에 의해 처음 타격 후 현에서 위아래로 튀는 것을 방지했습니다. 이 방법은 현이 계속해서 진동하고 소리를 내며 하프시코드와 달리 크거나 작게 치도록 했습니다. 프랑스 스트라스부르의 요한 안드레아스 실베르만(Johann Andreas Silbermann)은 피아노포르테(pianoforte)에 대한 크리스토포리의 관심을 계속했고 프리드리히 대왕이 피아노포르테를 몇 개 구입한 후 이 악기는 독일에서 인기를 얻었다. 요한 세바스티안 바흐가 1747년에 승인했습니다.
피아노는 18세기 말까지 중요한 하프시코드를 대체했습니다. 캐비닛 제작자는 그들을 위해 아름다운 케이스를 만들었습니다. 스퀘어 피아노는 세기 중반에 지어졌으며 더 많은 음악가들이 하프시코드 선율을 빌리기보다는 피아노 특유의 음악을 쓰기 시작했습니다. 피아노 제작은 1775년 미국에서 시작되었으며 해머 디자인과 연주 메커니즘 또는 동작이 변경되어 악기의 소리와 반응성이 향상되었습니다. 파리의 장 앙리 파프(Jean Henri Pape)는 생전(1789-1875) 동안 피아노를 개량한 137개의 특허를 받았습니다. 영국에서 John Broadwood는 피아노를 제조하고 비용을 줄이기 위해 기계를 개발했습니다.
개선은 1825년부터 1851년까지 계속되어 유럽과 미국에서 1,000개 이상의 특허로 더 강력하고 정교한 피아노 제어와 반복적인 동작을 제공했습니다. 19세기 중반에 이르러 현대 피아노는 구조적 강도를 위한 주철판의 개발과 고음보다 베이스 현을 부채꼴 모양으로 하여 교차 현을 개발한 것을 기반으로 등장했습니다. 1870년까지 Steinway &Sons는 현이 가장 좋은 소리를 내는 공명판 중앙에서 가장 가깝게 교차하도록 하는 오버스트링 스케일(over-strung scale)이라는 이 패닝 방식을 개발했습니다.
 1915 Sears Roebuck 카탈로그의 Beckwith 연주 피아노 광고. (헨리 포드 박물관 및 그린필드 빌리지 컬렉션에서.)
1915 Sears Roebuck 카탈로그의 Beckwith 연주 피아노 광고. (헨리 포드 박물관 및 그린필드 빌리지 컬렉션에서.)
20세기 초, 연주자 피아노는 많은 시간을 연습에 투자하지 않고도 집에서 예술적 감각을 느끼고 음악을 제작할 수 있게 하여 큰 인기를 얻었습니다. 연주자 장치가 내장된 피아노는 페달이나 전기로 작동되며 천공된 종이 롤을 사용하여 다양한 음악을 연주했습니다.
제조사들은 그들의 연주자 피아노를 훌륭한 가족 오락이자 문화적 풍요로움의 원천으로 광고했습니다. 열성적인 대중은 열광적인 반응으로 1920년대 말까지 200만 대가 넘는 피아노를 구매했습니다. 부모들은 피아노 연주자가 피아노 연주자가 한 제조업체에서 설명했듯이 "연습 없는 완벽함"을 제공하기 때문에 종종 반대 효과를 가져오기는 했지만 피아노가 음악적 기술을 습득하는 데 자녀가 관심을 가질 수 있기를 바랐습니다.
딜러들은 다양한 연령대, 음악적 취향 및 관심사를 위한 음악 롤을 제공했습니다. 젊은 성인들은 최신 곡에 맞춰 노래를 불렀고 뮤지컬 버전의 동요는 유아들을 매료시켰습니다. 클래식 음악 애호가들은 소나타나 오페라 선율을 들었습니다. 많은 그리스계 미국인, 이탈리아계 미국인, 폴란드계 미국인이 자신의 모국어로 인쇄된 단어가 있는 노래 롤을 구입했습니다.
동전으로 작동되는 연주 피아노는 고객에게 세레나데를 부르고 이익을 늘리기 위해 구입한 호텔, 댄스홀, 식당 주인들 사이에서 인기가 있었습니다. 여러 곡을 연주하는 롤이 장착된 이 피아노는 동전 한 방울로 음악을 쏟았습니다. 고객들은 댄스 플로어를 가로질러 왈츠와 폭스 트로트를 연주하고, 레스토랑에서 인기 있는 멜로디에 맞춰 식사를 하거나, 업템포 음악에 맞춰 주류 판매점에서 술을 마셨습니다.
연주자 피아노에 대한 열정은 1920년대 후반에 시들기 시작했습니다. 그러나 축음기와 라디오가 여가 시간과 오락을 위한 치열한 경쟁을 제공하면서 시작되었습니다.
지니 헤드 밀러
C. F. Theodore Steinway는 또한 긴 목재 섬유의 음향 특성을 사용하여 소리 전달을 향상시킨 케이스용 연속 벤트 림을 개발했습니다. 이러한 개선 사항은 그랜드 피아노, 업라이트 피아노 및 스퀘어 피아노를 포함한 모든 스타일의 피아노에 적용되었습니다. 1911년까지 미국에는 301명의 피아노 제작자가 있었습니다. 생산량은 1920년대에 정점에 이르렀다가 1930년대 대공황으로 인해 크게 감소했습니다. 오늘날 미국에는 약 15개의 피아노 제조업체가 있으며 일본은 세계 최대의 피아노 생산국입니다.
피아노의 디자인은 1800년대 후반 이후로 눈에 띄게 변경되지 않았지만 제조업체는 제조 공정에 대해 다른 재료나 접근 방식을 사용할 수 있습니다. 그랜드 피아노의 제조 공정은 다음과 같습니다. 수직형 또는 업라이트형 피아노를 제조하는 방법과 작동 방법, 특히 해머가 현을 치는 각도에 약간의 차이가 있습니다.
피아노는 외관뿐만 아니라 뛰어난 사운드 생성을 위해 최고의 재료로 만들어집니다. 단풍나무의 장섬유는 강하고 유연하여 림을 구성하지만, 가문비나무의 장섬유는 버팀대의 강도를 위해 필요합니다. 나무는 다른 부분의 패턴을 만드는 데도 필요합니다. 금속은 주철판을 비롯한 다양한 부품에 사용됩니다. 주형을 주조하려면 모래가 필요합니다. 모래의 성질은 벤토나이트(점토의 일종)와 석탄가루와 같은 첨가제와 결합제를 사용하여 수정됩니다. 주물용 쇳물은 강도를 더하기 위해 약간의 강철과 고철을 첨가한 선철로 만들어집니다. 현은 특수 피아노 현 공장에서 제조되는 고장력 강선으로 만들어집니다.
피아노는 스케일 엔지니어라고 하는 특별히 훈련되고 교육받은 엔지니어가 설계합니다. 스케일 엔지니어는 재료를 선택하고 디자인과 사양을 만들고 피아노 부품의 상호 작용을 개발합니다. 아마도 디자인의 가장 중요한 측면은 피아노의 구조적 강도와 관련이 있습니다. 약 160-200lb/sq in(11.2-14kg/sq cm)의 장력이 피아노의 220개 이상의 현 각각에 가해집니다. 피아노는 성능이 좋아야 하지만 조건의 변화가 피아노의 많은 재료에 다르게 영향을 미치기 때문에 시간이 지나도 안정적으로 유지되어야 합니다.
주철판은 공명판을 거의 덮지 않고 현악기의 장력을 지탱해야 합니다. 강도를 위해서는 최대 질량을 가져야 하지만 음질을 위해서는 최소 질량을 가져야 합니다. 현의 레이아웃, 공명판의 브리지 위치, 현의 경로를 따르기 때문에 모양이 피아노 디자인에 고유합니다. 재료가 부서지기 쉬우므로 끈이 장력을 가하는 곳에서 지지해야 합니다. 곡면에 구멍을 설계하여 판을 붓고 냉각한 후 열 응력으로 인해 판에 균열이 생기는 것을 방지하고 이 디자인을 통해 공명판에서도 소리가 들릴 수 있습니다. 스케일 엔지니어는 먼저 제안된 판을 스케치하고 스케일에 맞게 그린 다음 나무 패턴을 만듭니다. 이 디자인은 나중에 제조에 사용됩니다.
 피아노는 2,500개 이상의 부품과 악기 중에서 가장 넓은 범위를 자랑합니다. 피아노의 현이 소리를 내기 때문에 현악기 계열에 속하는 것으로 간주되고, 망치가 현을 칠 때 소리가 생성되기 때문에 타악기 계열에 속하는 것으로 간주됩니다. 각 현이 교차하는 측면에 있으므로 현이 브리지의 작은 부분에 부딪혀 쉽게 진동할 수 있습니다. 브릿지에 핀을 삽입하고 핀 사이에 스트링을 끼워 넣습니다.
피아노는 2,500개 이상의 부품과 악기 중에서 가장 넓은 범위를 자랑합니다. 피아노의 현이 소리를 내기 때문에 현악기 계열에 속하는 것으로 간주되고, 망치가 현을 칠 때 소리가 생성되기 때문에 타악기 계열에 속하는 것으로 간주됩니다. 각 현이 교차하는 측면에 있으므로 현이 브리지의 작은 부분에 부딪혀 쉽게 진동할 수 있습니다. 브릿지에 핀을 삽입하고 핀 사이에 스트링을 끼워 넣습니다. 피아노는 악기가 너무 민감하고 많은 부품과 재료의 상호 작용에 의존하기 때문에 생산의 모든 측면에서 품질 관리 없이는 존재할 수 없습니다. 예를 들어 품질은 저울 엔지니어의 설계에서 시작됩니다. 야금학자들은 철판의 금속 함량을 확인합니다. 화학 분석은 탄소, 황, 인 및 망간을 포함한 다른 함량으로 이루어집니다. 온도도 중요합니다. 쇳물은 1,510°C(2,750°F)이며, 파운딩 또는 경화 온도도 주의 깊게 모니터링됩니다. 끈은 탄성, 탄력성 및 인장 강도에 대해 제조하는 동안 유사하게 제어되고 테스트됩니다.
피아노 제조 공정은 본질적으로 한 세기 동안 동일하게 유지되었지만 스케일 엔지니어는 항상 새로운 방법을 찾고 있습니다. 진공 주조는 최근 연삭이 필요 없는 매끄러운 마감의 주철 판을 생산하는 데 사용되었습니다.
제조공정
구성품 및 소모품 Arduino UNO × 1 브레드보드(일반) × 1 SparkFun 푸시버튼 스위치 12mm × 7 점퍼 와이어(일반) × 1 부저 × 1 필요한 도구 및 기계 납땜 인두(일반) 이 프로젝트 정보 1단계:부품 및 재료 필요한 부품은 다음과 같습니다. * 아두이노 * 피에조 부저 * 푸시 버튼 - 7 * 점퍼 케이블 2단계:연결 버튼은 Ar
구성품 및 소모품 Arduino UNO × 1 Adafruit Standard LCD - 파란색 바탕에 16x2 흰색 × 1 SparkFun 푸시버튼 스위치 12mm × 8 저항 220옴 × 4 저항 560옴 × 1 저항 1k 옴 × 1 저항 4.7K 옴 × 1 저항 10k 옴 × 3 저항 1M 옴 × 1 부저 × 1 LED(일반)