

제조공정

산업 제조
<시간 />
모든 맥주 의 95% 및 청량 음료 미국의 캔은 알루미늄으로 만들어집니다. 미국 캔 제조업체는 연간 약 1000억 개의 알루미늄 음료 캔을 생산하며 이는 미국인 1인당 하루 캔에 해당합니다. 거의 모든 식품 캔이 강철로 만들어지지만 알루미늄의 고유한 특성으로 인해 탄산 음료를 담기에 이상적입니다. 일반적인 알루미늄 캔의 무게는 0.5온스 미만이지만 얇은 벽은 맥주와 청량 음료의 이산화탄소가 가하는 평방 인치당 90파운드 이상의 압력을 견딥니다. 알루미늄의 광택 마감은 또한 장식용 인쇄의 매력적인 배경이 되며 경쟁 시장에서 소비자의 관심을 사로잡아야 하는 제품에 중요합니다.
알루미늄은 1782년에 원소로 처음 확인되었으며, 1850년대에는 보석과 식기용 금과 은보다 더 세련된 프랑스에서 금속이 큰 명성을 얻었습니다. 나폴레옹 3세는 경량 금속의 군사적 사용 가능성에 매료되어 초기 알루미늄 추출 실험에 자금을 지원했습니다. 금속은 자연에서 풍부하게 발견되지만 효율적인 추출 과정은 수년 동안 어려운 상태로 남아 있었습니다. 알루미늄은 여전히 매우 고가여서 19세기 내내 상업적으로 거의 사용되지 않았습니다. 19세기 말의 기술적인 발전으로 마침내 알루미늄을 값싸게 제련할 수 있게 되었고 금속 가격은 급격히 떨어졌습니다. 이것은 금속의 산업적 사용의 발전을 위한 길을 닦았습니다.
알루미늄은 제2차 세계 대전 이후까지 음료 캔에 사용되지 않았습니다. 전쟁 중 미국 정부는 해외에 있는 군인들에게 대량의 맥주를 강철 캔에 담아 운송했습니다. 전쟁이 끝난 후 대부분의 맥주는 다시 병으로 판매되었지만 돌아온 병사들은 캔에 대한 향수를 간직했습니다. 제조업체는 병이 생산하는 비용이 더 저렴했음에도 불구하고 철강 캔에 담긴 일부 맥주를 계속 판매했습니다. Adolph Coors Company는 1958년에 최초의 알루미늄 맥주 캔을 제조했습니다. 2피스 캔은 보통의 12개(340g) 대신 7온스(198g)만 담을 수 있었고 생산 공정에 문제가 있었습니다. 그럼에도 불구하고 알루미늄 캔은 다른 금속 및 알루미늄 회사와 함께 Coors가 더 나은 캔을 개발하도록 부추길 만큼 인기가 있음이 입증되었습니다.
다음 모델은 알루미늄 상단이 있는 강철 캔이었습니다. 이 하이브리드에는 몇 가지 뚜렷한 장점이 있습니다. 알루미늄 끝은 맥주와 강철 사이의 갈바닉 반응을 변화시켜 맥주가 전체 강철 캔에 보관된 것보다 두 배의 유통 기한을 갖게 되었습니다. 알루미늄 상판의 더 중요한 장점은 아마도 간단한 당김 탭으로 부드러운 금속을 열 수 있다는 것이었을 것입니다. 구식 캔은 일반적으로 "교회 열쇠"라고 불리는 특별한 오프너를 사용해야 했으며, Schlitz Brewing Company가 1963년 알루미늄 "팝 탑" 캔에 맥주를 소개했을 때 다른 주요 맥주 제조업체들은 밴드 왜건에 빠르게 뛰어들었습니다. 그해 말까지 미국 맥주 캔의 40%가 알루미늄 뚜껑을 사용했으며 1968년에는 그 수치가 80%로 두 배 증가했습니다.
알루미늄 탑 캔이 시장을 휩쓸고 있는 동안 여러 제조업체는 보다 야심찬 전체 알루미늄 음료 캔을 목표로 하고 있었습니다. Coors가 7온스 알루미늄 캔을 만드는 데 사용한 기술은 "충격 압출" 공정에 의존했습니다. 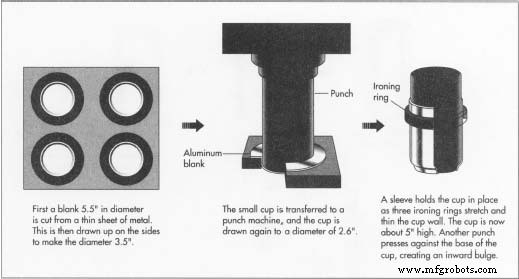 알루미늄 음료 캔을 만드는 현대적인 방법은 2피스 드로잉 및 벽 다림질이라고 하며 Reynolds Metals에서 처음 도입했습니다. 1963년에 회사에서. 원형 슬러그에 펀치를 밀어 넣어 캔의 바닥과 측면을 한 조각으로 만들었습니다. Reynolds Metals 회사는 1963년 "drawing and ironing"이라는 다른 공정으로 만든 전체 알루미늄 캔을 선보였으며 이 기술은 업계의 표준이 되었습니다. Coors와 Hamms Brewery는 이 새로운 캔을 채택한 최초의 회사 중 하나였으며 PepsiCo와 Coca-Cola는 1967년에 전체 알루미늄 캔을 사용하기 시작했습니다. 1972년, 알루미늄이 탄산 음료의 거의 보편적인 선택이 되면서 그 수는 계속해서 증가했습니다. 현대식 알루미늄 음료수 캔은 기존 강철 또는 강철-알루미늄 캔보다 가벼울 뿐만 아니라 녹슬지 않고 빨리 식으며 광택 표면이 쉽게 각인되고 눈길을 끌며 유통 기한을 연장합니다. 재활용하기 쉽습니다.
알루미늄 음료 캔을 만드는 현대적인 방법은 2피스 드로잉 및 벽 다림질이라고 하며 Reynolds Metals에서 처음 도입했습니다. 1963년에 회사에서. 원형 슬러그에 펀치를 밀어 넣어 캔의 바닥과 측면을 한 조각으로 만들었습니다. Reynolds Metals 회사는 1963년 "drawing and ironing"이라는 다른 공정으로 만든 전체 알루미늄 캔을 선보였으며 이 기술은 업계의 표준이 되었습니다. Coors와 Hamms Brewery는 이 새로운 캔을 채택한 최초의 회사 중 하나였으며 PepsiCo와 Coca-Cola는 1967년에 전체 알루미늄 캔을 사용하기 시작했습니다. 1972년, 알루미늄이 탄산 음료의 거의 보편적인 선택이 되면서 그 수는 계속해서 증가했습니다. 현대식 알루미늄 음료수 캔은 기존 강철 또는 강철-알루미늄 캔보다 가벼울 뿐만 아니라 녹슬지 않고 빨리 식으며 광택 표면이 쉽게 각인되고 눈길을 끌며 유통 기한을 연장합니다. 재활용하기 쉽습니다.
알루미늄 음료 캔의 원료는 물론 알루미늄입니다. 알루미늄은 보크사이트라는 광석에서 추출됩니다. 미국 알루미늄 생산자는 주로 자메이카와 기니에서 보크사이트를 수입합니다. 보크사이트를 정제한 후 제련하여 용융된 알루미늄을 주괴로 주조합니다. 음료 캔용 알루미늄 베이스는 대부분 알루미늄으로 구성되어 있지만 소량의 다른 금속도 포함되어 있습니다. 이들은 일반적으로 1% 마그네슘, 1% 망간, 0.4% 철, 0.2% 실리콘 및 0.15% 구리입니다. 음료 캔 산업에서 사용되는 알루미늄의 상당 부분은 재활용 재료에서 파생됩니다. 미국 전체 알루미늄 공급량의 25%가 재활용 스크랩에서 나오며 음료 캔 산업은 재활용 재료의 주요 사용자입니다. 사용한 캔을 다시 녹일 때 에너지 절약이 상당하며 알루미늄 캔 산업은 이제 사용한 캔의 63% 이상을 재활용합니다.
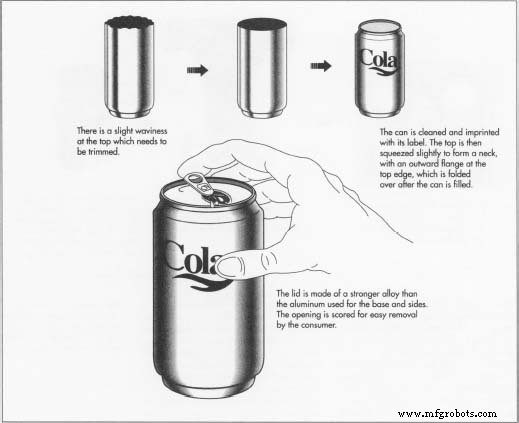 금속 상단의 작은 잔물결을 "이어"라고 합니다. "귀걸이"는 알루미늄 시트의 결정 구조의 피할 수 없는 효과입니다. 각 원 사이에서 손실되지만 제조업체는 시트가 각각 7개의 블랭크로 구성된 두 개의 엇갈린 행을 수용할 만큼 충분히 넓을 때 최소 알루미늄이 손실된다는 것을 발견했습니다. 시트의 약 12-14%가 낭비되지만 스크랩으로 재사용할 수 있습니다. 원형 블랭크를 자른 후 "끌어올리거나" 당겨서 지름 8.9cm(3.5인치)의 컵을 만듭니다.
금속 상단의 작은 잔물결을 "이어"라고 합니다. "귀걸이"는 알루미늄 시트의 결정 구조의 피할 수 없는 효과입니다. 각 원 사이에서 손실되지만 제조업체는 시트가 각각 7개의 블랭크로 구성된 두 개의 엇갈린 행을 수용할 만큼 충분히 넓을 때 최소 알루미늄이 손실된다는 것을 발견했습니다. 시트의 약 12-14%가 낭비되지만 스크랩으로 재사용할 수 있습니다. 원형 블랭크를 자른 후 "끌어올리거나" 당겨서 지름 8.9cm(3.5인치)의 컵을 만듭니다. 캔이 제대로 만들어졌는지 확인하기 위해 자동으로 균열과 핀홀이 있는지 확인합니다. 보통 캔 50,000개 중 1개는 불량품으로 판명됩니다.
일부 알루미늄은 블랭크를 자르고 귀를 다듬는 제조 공정의 여러 지점에서 손실되지만 이 스크랩은 재사용할 수 있습니다. 소비자가 사용하고 버린 캔도 재사용할 수 있으며, 위에서 언급한 바와 같이 재활용 재료는 음료 캔에 사용되는 알루미늄의 상당 부분을 차지합니다. 재활용으로 인한 절감 효과는 업계에 매우 중요합니다. 음료 캔의 주요 비용은 알루미늄을 생산하는 데 필요한 에너지이지만 재활용하면 에너지 비용의 최대 95%를 절약할 수 있습니다. 캔 생산자들은 또한 알루미늄이 각 캔에 덜 들어가도록 더 강한 캔 시트를 개발하고 이어링을 통한 손실을 줄이기 위해 제조 공정을 신중하게 제어함으로써 폐기물을 통제하려고 노력합니다. 일반적인 캔의 뚜껑은 들어가는 알루미늄의 양을 줄이기 위해 벽보다 직경이 더 작으며, 음료 캔에 대한 세계적인 수요가 계속 증가함에 따라 뚜껑을 더욱 작게 만드는 추세입니다. 대부분의 캔보다 직경이 1/4인치 더 작은 뚜껑이 있는 새로운 캔이 1993년에 도입되어 제조업체는 천당 3달러를 절약할 수 있습니다. 이 수치는 미국에서 매일 생산되는 수억 개의 캔을 곱하기 전까지는 작아 보입니다. 원자재나 에너지를 조금이라도 절약하는 것이 돈과 자원을 모두 절약하는 중요한 단계가 될 수 있다는 것이 분명해졌습니다.
알루미늄 음료 캔의 전 세계 생산량은 꾸준히 증가하고 있으며 매년 수십억 캔씩 증가하고 있습니다. 이러한 수요 증가에 직면하여 음료 캔의 미래는 비용과 재료를 절약하는 디자인에 있는 것처럼 보입니다. 더 작은 뚜껑을 향한 경향은 더 작은 목 직경과 함께 이미 명백하지만 다른 변화는 소비자에게 그렇게 분명하지 않을 수 있습니다. 제조업체는 잉곳을 주조하거나 시트를 롤링하는 더 나은 방법을 발견하기 위해 X선 회절로 금속의 결정 구조를 검사하는 등 캔 시트를 연구하기 위해 엄격한 진단 기술을 사용합니다. 알루미늄 합금의 조성이나 주조 후 합금이 냉각되는 방식의 변화, 또는 캔 시트가 압연되는 두께의 변화로 인해 소비자에게 혁신적이라는 인상을 주는 캔이 되지 않을 수 있습니다. 그럼에도 불구하고, 미래에 보다 경제적인 캔 제조로 이어질 것은 아마도 이러한 분야의 발전일 것입니다.
제조공정
알루미늄 클래딩은 제품 외부에 알루미늄을 얇게 코팅하여 만든 클래딩입니다. 일반적으로 클래딩은 다른 재료 위에 한 유형의 재료 또는 재료를 적용하여 기본 재료에 보호 층을 효과적으로 생성합니다. 고품질 클래딩을 만드는 데 알루미늄(때로는 알루미늄이라고도 함)을 사용하는 것은 일반적이며, 특히 창 및 문과 같은 건축 제품에서 그렇습니다. 어떤 경우에는 알루미늄 클래딩이 압출로 알려진 공정을 사용하여 제조됩니다. 이것은 일반적으로 알루미늄이 다른 금속의 외피 역할을 하는 경우입니다. 기본적으로 이 프로세스에서는 일부 유형의 고압
알루미늄은 지각의 약 8%를 차지하는 세계에서 세 번째로 풍부한 금속입니다. 2016년에 전 세계 알루미늄 생산량은 5,880만 톤으로 사상 최고치를 기록했으며 생산량이 곧 줄어들 기미는 보이지 않습니다. 알루미늄은 자동차 프레임 및 엔진에서 우주선, 창틀, 전선 등에 이르기까지 모든 것을 만드는 데 사용되므로 앞으로 글로벌 생산량이 증가할 것입니다. 그러나 일부 제조업체는 알루미늄을 양극 산화 처리하여 특성을 개선하기 위해 처리합니다. 아노다이징이란 무엇입니까? 아노다이징은 금속 표면에 두꺼운 산화물 층을 형성하기 위해 화학 물