

CNC 기계

산업 제조
G09 정위치 정지는
정위치 정지
축을 0으로 감속
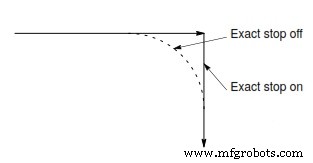
정밀 코너링
G09 완전 정지 또는 정밀 코너링 G 코드는 프로그래밍된 블록의 끝에서 축을 제로 속도로 감속합니다. 정지 후 축은 다음 블록에서 프로그래밍된 이송 속도로 가속됩니다. 이로 인해 프로그래밍된 이송 속도에 관계없이 날카로운 모서리가 절단됩니다. G09 코드는 비모달 G 코드이므로 지정된 블록의 축 이동에만 영향을 미칩니다.
G09 정위치 정지
G09 정위치 정지 G 코드는 CNC 기계공이 가공 중에 날카로운 모서리를 절단하려는 경우에만 사용해야 합니다. 이 G09 g 코드는 다른 용도로 사용할 수 없습니다. 그루빙, 터닝 또는 밀링 여부에 관계없이 모든 위치에서 정밀한 코너링을 달성할 수 있습니다. 예리한 코너를 달성하려는 cnc 프로그램 라인에서 G09 정위치 정지 G 코드를 프로그래밍하기만 하면 됩니다.
N40 G01 X26 Z53 N50 G09 X26 Z27 N60 G01 X86 Z27 C3 N70 G01 X86 Z0
축의 피드는 천천히 0으로 감소한 다음 다시 전체 프로그래밍된 피드로 증가합니다.
이 전체 프로세스는 눈으로 관찰할 수 없을 정도로 빠릅니다.
이 피드 감속 가속 프로세스는 구성 요소 마감에 전혀 영향을 미치지 않습니다.
따라서 가공 불량이 전혀 관찰되지 않습니다.
CNC 기계
Heidenhain TNC 640/530/410/426/430/320용 Heidenhain M 코드(기타 기능) 하이덴하인 TNC 320 하이덴하인 M 코드 M 코드 설명 M0 프로그램 실행 중지(Spindle STOP, Coolant OFF) M1 옵션 프로그램 STOP(스핀들 STOP, 절삭유 OFF) M2 프로그램 실행 중지(스핀들 정지, 냉각수 꺼짐, 블록 1로 이동, 상태 표시 지우기(기계 매개변수에 따라 다름)) M3 시계 방향으로 스핀들 ON M4 시계 반대 방향으로 스핀들 ON M5 스핀들 정지 M6
Haas M00 정지 프로그램 M00 코드는 프로그램을 중지하는 데 사용됩니다. Haas M00은 축 스핀들 냉각수 끄기(스핀들 냉각수 포함) 다음 블록(M00 다음 블록)은 프로그램 편집기에서 볼 때 강조 표시됩니다. 주기 시작을 누르면 강조 표시된 블록에서 프로그램 작업이 계속됩니다. M 코드 데이터 모달/비모달 밀/선반 모달 둘 다 프로그래밍 M00 프로그래밍 예시 %O10023 ;T2 M06 (5/8 DIA. 2 FLT END MILL) ;G90 G54 G00 X-2.35 Y2.35 S1604 M03