

CNC 기계

산업 제조
이 기사에서는 Siemens Sinumerik CNC 제어를 사용하는 Hermle UWF 851 CNC 밀에서 공작물 오프셋 설정의 전체 프로세스를 간략하게 설명합니다.

SINUMERIK 810 CNC 컨트롤이 있는 Hermle UWF 851 CNC 밀
5~10mm 깊이의 바이스로 작업을 고정합니다.
Tool Holder Tightening Fixture를 사용하여 Tool Holder에서 Ø 12mm 커터를 조입니다.
왼손에 동일한 Tool Holder를 집고 Tool Change 버튼을 눌러 오른쪽에 있는 Tool Change Mechanism을 엽니다. CNC 밀링 머신 헤드.
머신 헤드에 공구 홀더를 놓고 위로 밀고 다른 한 손으로 공구 교환 버튼 옆에 있는 공구 교환 버튼 닫기를 누릅니다.
Jog Mod를 선택하고> (다음 페이지 버튼)을 눌러 Over Store 페이지를 찾습니다. Over Store 페이지를 선택합니다.
S =450(속도 rmp) 및 M =03(CW 회전)을 입력합니다.
주기 시작 버튼을 누릅니다. 스핀들이 회전하기 시작합니다.
증분 모드를 선택합니다. 이 모드에서는 Hand Wheel 사용에 대해 1(0.001mm), 10(0.01mm) 및 100(0.1mm) 보정을 설정할 수 있습니다.
X, Y, Z, C-와 같은 축 키패드 영역에서 축을 선택할 수 있습니다.
100(0.1) 보정을 선택하고 X를 눌러 이동을 위한 활성 X축으로 이동합니다.
핸드 휠을 사용하여 커터를 아래 그림에 표시된 측면(X축)에서 작업에 더 가깝게 이동합니다.
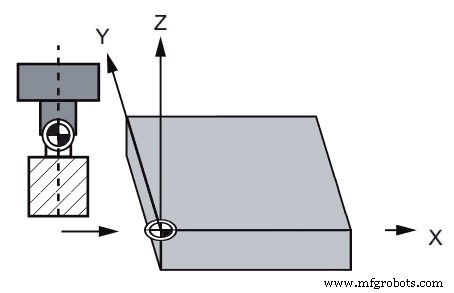
X축 공작물 오프셋 설정
절단기에 약간의 깊이(5-10mm)를 지정합니다.
이제 다시 X축으로 이동하고 작업과 절단기 사이의 간격을 볼 수 없을 만큼 충분히 가까워지면 증분 모드 보정을 10( 0.01mm), 절단기와 작업 사이에 종이 한 장을 놓습니다.
계속 천천히 움직이세요. 종이가 절단될 한 지점에서 이제 멈춥니다. 이것이 오프셋 설정에 필요한 축 위치 값입니다.
Zero Offset에 X축 값 입력
Setting Data 탭 페이지를 누른 후 Zero Offset 탭 페이지를 눌러 CNC 제어 화면에 Zero Offset 페이지를 불러옵니다.
Zero Offset(G54 X =… … …….).
100(0.1mm) 증분 모드를 선택합니다. Z축을 선택하면 커터가 더 위쪽으로 이동합니다.
Y축을 선택하면 커터가 아래 그림과 같이 측면으로 이동합니다.
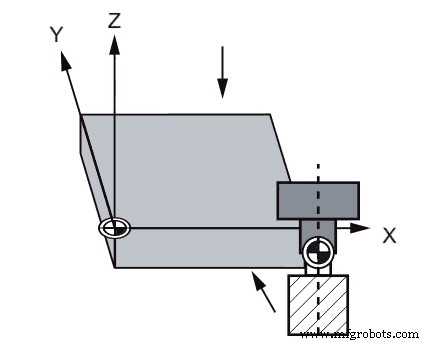
공작물 오프셋 설정 Y축
커터 깊이를 5-10mm로 하려면 Z축을 선택하세요.
작업에 더 가까이 이동하려면 Y축을 선택하세요.
작업과 작업 사이의 간격을 볼 수 없을 정도로 충분히 가까워지면 커터, Incremental Mod 보정을 10(0.01mm)으로 줄이고 커터와 작업 사이에 종이 한 장을 놓습니다.
천천히 계속 움직이면 한 지점에서 종이가 잘립니다. 이제 이것이 영점 오프셋 설정에 사용될 Y축 위치입니다.
Zero Offset에 Y축 값 입력
Setting Data 탭 페이지를 누른 다음 Zero Offset 탭 페이지를 눌러 Zero Offset 페이지를 불러옵니다. 이제 Zero Offset(G54 Y =…………………)에 값을 배치하여 위 단계에서 취한 Y축 값을 입력합니다.
이제 100(0.1mm) Incremental Mod를 선택합니다. Z축을 선택하면 커터가 더 위로 향합니다.
위의 절차가 완료된 후 프로그램이 자동 모드로 실행될 때 커터는 아래에 표시된 잘못된 지점에서 작업을 시작합니다(G00 X0 Y0).
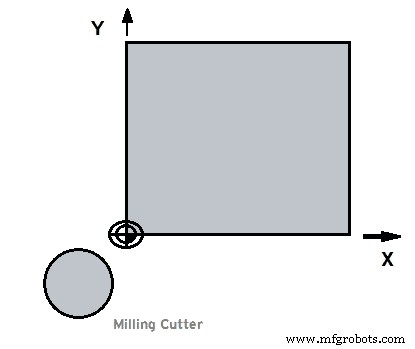
공작물 오프셋 설정 도구의 잘못된 위치
우리가 원하는 것은 절단기가 정확히 작업 시작점의 상단에 있는 중간점에서 시작하는 것입니다. 여기서 두 면(값은 위에서 측정됨)이 만나는 곳입니다.
이 지점은 모든 구성요소 치수가 계산됨, 그림 참조.
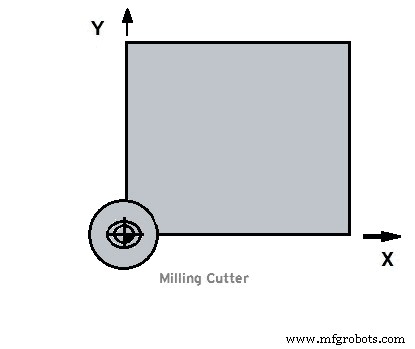
공작물 오프셋 설정 도구 올바른 위치
커터 위치를 수정하기 위해 X축에서 커터 반경 6mm(커터가 Ø12mm이므로)를 빼고 제로 오프셋 X, Y 값에서 Y축에 6mm를 추가합니다.
CNC 기계
CNC 기계공을 위한 CNC 밀 프로그램 예. CNC 밀 프로그래밍 예 CNC 프로그램 G0 X-60 Y0G1 X-70 (P1)G2 X-25.02 Y25.97 R30 (P2)G1 X2.46 Y10.13 (P3)G3 X8.5 Y10.92 R5 (P4)G1 X18.79 Y21.21 (P5)G2 X25.13 Y-26.05 I21.21 J-21.21 (P6)G1 X-5 Y-8.66 (P7)G3 X-12.14 Y-11.13 R5 (P8)G2 X-70 Y0 R30 (P1)G1 X-60 G M S T 코드 설명 코드 설명 G00 빠른
NUM CNC 밀링 프로그램 예 관통 드릴링 및 카운터보어를 사용하여 5mm 깊이까지 외부 윤곽 절단. NUM CNC 밀 프로그램 예 %358N1 (BRIDE)N10 G90 G71 G80 G40N20 G0 G52 Z0(Contour)N30 T4 D4 M6N40 G97 S345N50 G94 F110N60 G0 X62 Y-18N70 Z-5 M3 M41N80 G1 G42 X50 M8N85 G1 Y33N90 G3 X38 Y45 R12N100 G1 X-35 Y45N110 G2 X-50 Y 30 R15N120 G1 X-50 Y25N130