

제조공정

산업 제조
<시간 />
하프는 뽑아서 연주하는 다양한 길이의 일련의 현을 포함하는 양쪽이 열린 삼각형 프레임으로 구성된 악기입니다. 현의 길이는 소리의 높낮이를 결정합니다. 현대 콘서트 하프는 높이가 약 70-75인치(1.8-1.9m)이고 너비가 약 40인치(1m)이며 무게가 약 70-90파운드(32-41kg)이며 47개의 현을 가지고 있습니다. 길이가 몇 인치에서 몇 피트입니다.
하프와 유사한 더 작은 악기에는 길이가 같지만 두께와 장력이 다른 현이 있는 거문고가 포함됩니다. 한쪽에만 틀이 열려 있는 시편; 그리고 덜시머(dulcimer)는 시편과 비슷하지만 현을 뽑지 않고 망치로 두드려 연주합니다.
가장 초기의 하프는 사냥용 활에서 개발된 것으로 추정되며 구부러진 나무 몸체의 끝에 몇 개의 현이 부착되어 있습니다. 약 5,000년 전 이집트에서 사용된 하프는 이러한 몸체에 작은 나무못으로 연결된 6개의 현으로 구성되어 있습니다. 기원전 2500년 <작은> , 그리스인은 비스듬히 만나는 두 개의 곧은 나무 조각에 현으로 구성된 큰 하프를 사용했습니다.
9세기에는 삼각형의 나무 틀 안에 줄을 묶는 틀 하프가 유럽에 등장했습니다. 그것들은 상당히 작았고[2-4피트(0.6-1.2미터) 높이] 특히 켈트족 사회에서 여행하는 음악가들이 사용했습니다. 많은 전통 음악 연주자(보통 하프 연주자보다는 하퍼라고 함)가 오늘날에도 여전히 이러한 유형의 악기를 사용합니다.
이 하프가 우발적인 연주(현이 조정된 음계의 음보다 반음 높거나 낮은 음)를 연주할 수 없기 때문에 많은 실험이 이루어졌습니다. 하프는 한 줄의 줄 수를 늘리거나 두 줄로 묶은 하프를 형성하기 위해 첫 번째 줄에 평행한 줄의 두 번째 줄을 추가하여 우연한 연주를 위해 여분의 줄로 제작되었습니다. 웨일즈에서 일부 하프에는 세 줄의 줄이 있습니다.
현의 수를 늘리는 대신 일부 하프 제작자는 현의 길이를 변경하여 음높이를 조정하는 메커니즘을 고안했습니다. 17세기 말까지 오스트리아의 티롤 지역에서는 필요에 따라 줄을 줄이기 위해 갈고리를 사용하여 각 줄에서 두 개의 음표를 제공했습니다. 1720년 Celestin Hochbrucker는 이 후크를 제어하기 위해 7개의 페달을 추가했습니다. 1750년에 Georges Cousineau는 후크를 한 쌍의 금속판으로 교체하고 페달 수를 두 배로 늘려 현당 3개의 음표를 생성했습니다.
1792년에 Sébastien Érard는 금속판을 두 개의 스터드가 있는 회전하는 황동 디스크로 교체했습니다. 그는 또한 각각 세 개의 다른 위치를 차지할 수 있는 페달을 고안하여 페달의 수를 다시 7개로 줄였습니다. Érard의 디자인은 오늘날에도 현대 콘서트 하프에 사용됩니다. 19세기 후반과 20세기 전반에 걸쳐 미국 하프 제조 회사인 Lyon and Healy에 의해 하프 제작에 혁신이 이루어졌습니다. 이러한 혁신에는 악보의 뒷면과 하프의 음향실 재설계가 포함됩니다.
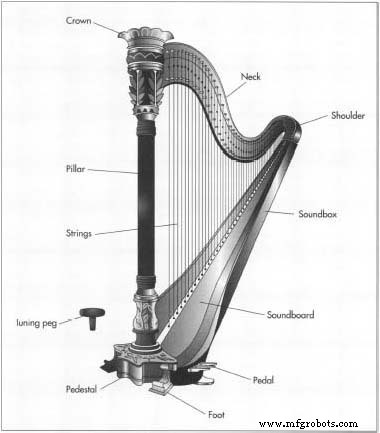
하프는 기본적으로 주로 주로 단풍나무로 만들어진 큰 나무 삼각형입니다. 삼각형의 정면, 수직면은 기둥 또는 앞 기둥으로 알려져 있습니다. 삼각형의 위쪽, 구부러진 측면을 목이라고 합니다. 삼각형의 세 번째 변을 몸체라고 합니다. 화이트 메이플은 현의 스트레스를 견딜 만큼 충분히 강하기 때문에 이 세 면에 가장 적합한 목재입니다. 본체 내부에 포함되어 현의 소리를 증폭시키는 공명판은 일반적으로 가문비나무로 만들어집니다. 가문비나무는 가볍고 강하며 유연하고 결이 고르기 때문에 현의 진동에 균일하게 반응하여 풍부하고 맑은 소리를 낼 수 있기 때문에 사용됩니다. 중앙 스트립으로 알려진 공명판의 중간은 현의 바닥에 부착되며 일반적으로 너도밤나무로 만들어집니다. 너도밤나무는 현의 장력을 견딜 만큼 단단하기 때문에 사용됩니다.
현이 부착되는 하프의 목에 있는 곡면판은 황동으로 되어 있다. 현의 길이를 조절하는 디스크는 디스크를 조절하는 페달과 마찬가지로 황동입니다. 이러한 외부 금속 부품은 외관과 변색 방지를 위해 종종 금으로 도금됩니다. 페달을 디스크에 연결하는 복잡한 내부 메커니즘(액션이라고 함)은 황동과 스테인리스 스틸로 만들어졌으며 와셔와 같은 일부 부품은 나일론과 같은 단단한 플라스틱으로 만들어졌습니다.
하프의 현은 강철, 거트(양의 내장에서 추출), 나일론 등 다양한 재료로 만들어집니다. 각 재료는 특정 길이의 끈에 적합하도록 하는 특성이 다릅니다.
하프의 표면은 에보니나 마호가니와 같은 다양한 색상의 투명 래커나 목재 얼룩으로 처리될 수 있습니다. 또한 호두나 아보다이어(옅은 노란색 서아프리카 목재)와 같은 장식용 목재로 상감 세공할 수도 있습니다. 일부 하프는 23캐럿 금박으로 도금되어 있습니다. 공명판은 페인트나 금색 데칼로 장식할 수 있습니다.
각 하프는 독특한 예술 작품입니다. 하프의 디자인은 연주자의 필요에 따라 다릅니다. 전통적인 하퍼는 레버로 제어되는 현이 있는 작고 가벼운 악기가 필요합니다. 클래식 하프 연주자는 페달로 제어되는 현이 있는 훨씬 더 큰 악기가 필요합니다. 하프의 외부 디자인은 자연스러운 마감 처리된 단순한 곡선부터 추상적인 기하학적 디자인에서 낭만적인 꽃 장식에 이르기까지 다양한 장식이 포함된 복잡한 조각에 이르기까지 다양합니다.
 현대 콘서트 하프는 높이가 약 70-75인치(1.8-1.9m)이고 약 40인치( 너비 1m, 무게 약 32-41kg, 길이 수 인치에서 수 피트에 이르는 크기의 줄이 47개 있습니다. 완성하는 데 몇 주가 걸리는 복잡한 디자인으로 손으로 조각할 수 있습니다. 모든 나무 부품은 마무리 준비를 위해 매끄럽게 샌딩됩니다. 그런 다음 투명 래커 또는 유색 목재 얼룩을 뿌립니다. 래커나 스테인을 한 번 칠한 후 건조시킨 다음 다시 매끄럽게 샌딩합니다. 이 과정을 최대 2주 동안 최대 10회 반복합니다. 그런 다음 공명판을 정교한 디자인으로 칠할 수 있습니다.
현대 콘서트 하프는 높이가 약 70-75인치(1.8-1.9m)이고 약 40인치( 너비 1m, 무게 약 32-41kg, 길이 수 인치에서 수 피트에 이르는 크기의 줄이 47개 있습니다. 완성하는 데 몇 주가 걸리는 복잡한 디자인으로 손으로 조각할 수 있습니다. 모든 나무 부품은 마무리 준비를 위해 매끄럽게 샌딩됩니다. 그런 다음 투명 래커 또는 유색 목재 얼룩을 뿌립니다. 래커나 스테인을 한 번 칠한 후 건조시킨 다음 다시 매끄럽게 샌딩합니다. 이 과정을 최대 2주 동안 최대 10회 반복합니다. 그런 다음 공명판을 정교한 디자인으로 칠할 수 있습니다. 하프 제작 과정의 모든 단계는 품질에 대한 극도의 주의가 필요합니다. 목재에 결함이 있는지 검사합니다. 특히, 공명판에 사용되는 가문비나무는 음향 특성을 테스트하여 사운드 품질을 보장합니다. 각 나무 구성 요소는 마스터 하프메이커가 개별적으로 검사한 다음 마무리를 위해 매끄럽게 샌딩한 후 다시 한 번 검사합니다. 금속 부품도 개별적으로 검사됩니다. 외부 업체에서 구매한 제품은 하프 메이커에서 제공한 설계도와 일치하는지 검사합니다.
현은 조립 과정에서 전문 튜너가 세심하게 조율합니다. 동작은 음악을 방해하지 않도록 무음인지 테스트합니다. 디스크를 고정하는 황동 판에 있는 약 400개의 구멍은 정확한 정렬을 보장하기 위해 컴퓨터로 제어되는 장비로 뚫을 수 있습니다. 하프 제작자는 소리의 품질을 확인하기 위해 완성된 각 하프를 전문 음악가에게 테스트하도록 선택할 수 있습니다.
상반되는 것처럼 보이는 두 가지 경향이 하프 산업의 미래를 암시합니다. 켈트족 음악에 대한 관심이 높아짐에 따라 1,000년 전에 사용된 것과 유사한 하프를 사용하는 뮤지션이 늘어나고 있습니다. 반면에 많은 록 및 재즈 음악가들은 일렉트릭 기타와 유사한 방식으로 증폭된 사운드를 생성하는 일렉트릭 하프에 빠져들고 있습니다. 이러한 추세에도 불구하고 Sebastien trad가 디자인한 것과 유사한 하프가 계속해서 업계를 지배할 것으로 보입니다.
제조공정
다음 기사에서는 직경 1.75mm 필라멘트와 3mm 필라멘트의 차이점을 명확히 설명하려고 합니다. (3mm 필라멘트는 직경이 2.85mm로 동일합니다.) 많은 3D 프린팅 사용자가 3D 프린터를 구매하기 전에 하는 경향이 있는 질문입니다. 많은 전문 및 산업용 3D 프린터 대부분 Bowde 시스템을 사용하여 HotEnd 축에서 모터의 무게로 인해 발생하는 관성 모멘트를 줄여 인쇄 정밀도를 높임) 직경 3mm 필라멘트 사용 . 이러한 유형의 기계에서 1.75mm가 아닌 3mm를 사용하는 것 중 하나는 압출기 모터가 훨씬 적게 작
많은 3D 프린터 구성 요소는 12V와 24V의 두 가지 옵션으로 제공되며 3D 프린터 자체도 마찬가지입니다. . 압출기, 핫엔드 또는 구성 요소를 교체하는 등 3D 프린터를 업그레이드할 때 이 특성을 염두에 두어야 합니다. 그러나 이것이 사용자에게 의미하는 바는 무엇입니까? 12V 및 24V는 전압이며 이 두 가지 옵션에서 가장 일반적입니다. 더 구체적으로는 출력 전압입니다. 3D 프린터의 전원 공급 장치(PSU)와 관련이 있습니다. . 전원 공급 장치는 전기 부하에 전력을 공급하는 장치로, 전류를 받아 열이나 빛과 같은 다른