

CNC 기계

산업 제조
빠른 DTM 2002년 팀 알라드 사장에 의해 1인 샵으로 설립되었습니다. Hitchiner Manufacturing과 같은 대기업에서 일한 그는 고속 Roku Roku, Heidenhain Controls가 있는 5축 Hermle 기계 및 일부 고급 Makinos를 비롯한 인상적인 장비에서 기계공으로서 기술을 연마할 기회를 가졌습니다. 그러나 처음에는 자신의 회사에서 주로 엔지니어링 작업을 하고 있었고 그가 구입한 첫 번째 장비는 CMM 기계였습니다.
Allard는 다음과 같이 설명합니다. “다른 사람이 하는 방식과 정반대의 방식으로 품질 측면에서 비즈니스를 구축할 것이라고 생각했습니다. 우리가 ISO 인증을 받을 수 있었기 때문에 저에게는 정말 효과가 있었습니다. 우리가 ISO 인증을 받아야 하는 규모의 매장에 대해 모든 사람이 ISO 인증을 받은 것은 아니며 우리 규모의 회사도 거의 없다는 것을 알고 있습니다. 이는 허용오차가 높은 항공우주 부품을 가공하는 데 이상적입니다."
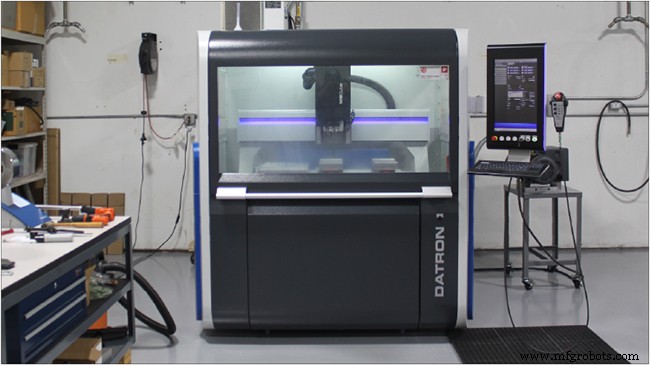
2004년까지 Allard는 싱커 기계와 전극이 필요한 지역 금형 제조업체를 위해 흑연을 생산할 기회를 보았기 때문에 다시 고속 가공 기술을 연구하고 있었습니다. 그는 이렇게 회상합니다. “그래서 흑연 가공에 적합한 기계를 찾다가 웹 검색을 통해 DATRON이 떠올랐습니다. 나는 DATRON에 가서 기계를보고 숫자를 실행했지만 당시에는 할 수 없었습니다. 타이밍을 잘 맞추는 것이 적절하다는 것을 알았습니다.”

그래서 그 동안 Allard는 30,000RPM 스핀들과 BT 30 Taper 및 고속 가공 패키지가 있는 Haas VF-1을 구입했습니다. 그는 그들이 받고 있는 작업이 안정적이기는 하지만 이상적이지는 않다고 설명합니다. “초기에 우리는 3/4인치 엔드밀을 사용하여 이 모든 대형 알루미늄 하우징을 확보하고 있었습니다. 수년 동안 우리는 그런 종류의 일을 받았지만 실제로 그렇게 해서 많은 돈을 벌지는 못했습니다."
그러나 그의 전 고용주인 Hitchiner Manufacturing이 그가 근무했던 부서를 폐쇄하고 그를 위해 일했던 25명의 직원이 다른 회사로 계속 취직하면서 상황이 빠르게 바뀌었습니다. Allard는 "그들은 모두 제 고객이 되었고 그 중 한 명은 BAE Systems로 갔고 그는 원래 우리를 거기에 데려온 사람입니다."라고 말했습니다.
오늘날 BAE Systems 및 버지니아주 헌던에 있는 Fibertek과 같은 기타 항공우주 산업 고객은 Rapid DTM 비즈니스의 95%를 차지하며 이는 회사에 매우 유익한 것으로 입증되었습니다. 2016년에 Allard는 회사의 초점을 틈새 사업에만 국한시키거나 이러한 작은 부품을 업계에서 요구하는 정확한 사양으로 만들기로 결정했습니다. “저는 우리가 잘하는 것에 집중하고 다른 것들은 없애고 싶었습니다. 나는 두 개의 큰 수직 머시닝 센터, 큰 Haas VF-5와 큰 Doosan을 가지고 있었고 이 두 기계를 없애고 우리의 작은 Haas를 보완하고 이 작은 틈새 스타일 작업을 고수할 다른 기계를 구하자고 말했습니다. 1마일이나 늘어서 있는 이 작은 절단기를 보면 감아 어느 정도 정확도를 유지할 수 있어야 하는 곳이 어디인지 알 수 있습니다."
그래서 그들은 DATRON M8Cube를 구입하고 계측 용량을 두 배로 늘려 계측 비즈니스에 막대한 투자를 했습니다. CMM 외에도 이제 비전 시스템이 있으며 일부 작업은 스트레이트 계측 및 CMM 작업입니다. 예를 들어, DMG Mori는 기계에서 만든 데모 부품을 확인하고 다른 기계 공장의 부품도 측정하도록 합니다. Allard는 CMM 장비를 구매한 회사인 Hexagon Metrology에서 CMM 교육을 수행할 정도로 CMM에 대한 전문성으로 명성을 얻었습니다. Hexagon의 다른 고객 중 한 명은 대형 기계 공장이며 CMM을 사용하도록 교육하는 동안 그는 강철을 절단하기 위해 매우 작은 도구를 사용해야 하는 밀링 작업에 어려움을 겪고 있음을 알게 되었습니다. 그는 최대 RPM 12,000에서 밀링 머신이 작업에 적합하지 않다고 설명했습니다. 그가 자신의 부품을 밀링할 수 있는 DATRON이 있다고 말했을 때 그들은 "DATRON이 무엇인가요?"라고 물었습니다. 그는 이렇게 설명했습니다. “이러한 작업을 하는 경우의 문제는 공구가 매우 빨리 마모된다는 것입니다. 공구가 열을 견디지 못하기 때문에 특히 작업 경향이 있는 이러한 유형의 강철을 사용하여 내부로 들어가야 하는 열을 견딜 수 없기 때문입니다. 강하게 하다." 그 설명과 함께 그들은 Allard가 그들을 위해 작업을 수행할 것을 제안했고 그는 그들 자신의 DATRON 기계를 가질 것을 제안하여 응답했습니다. 내가 돕고 싶지 않은 것이 아니라 단지 우리가 정말로 더 많은 사업을 찾고 있습니다. 우리는 지금 12주로 예정되어 있고 바쁩니다. DATRON 기계만 월요일부터 금요일까지 하루에 10시간, 토요일에는 5시간씩 작동합니다.”
DATRON을 그가 운영하는 다른 기계와 비교할 때 Allard는 다음과 같이 말했습니다. Haas는 15,000RPM 이상을 제공하지 않으며 이 크기의 다른 기계는 DATRON이 실행하는 종류의 스핀들 속도를 실행하지 않습니다. 게다가 DATRON의 정확도는 정말 뛰어납니다. 저는 CMM에서 모든 것을 확인하고 DATRON에서 나온 부품의 진원도를 확인하는 동영상을 게시했는데 대략 4마이크론입니다."
Allard는 작업장과 프로토타입 작업장 사이에 큰 차이가 없다고 생각합니다. 왜냐하면 그들이 단지 부품을 프로토타이핑하는 경우에도 나중에 단기 생산 작업으로 전환될 가능성이 높기 때문입니다. 예를 들어 그는 2년 전에 5개의 프로토타입으로 시작한 BAE 부품을 지적하고 현재 35개의 어셈블리를 실행하고 있습니다. “우리는 원래 프로토타입을 만들었고, 생산 주문 시간이 되었을 때 우리는 그 일을 할 수 있는 유일한 회사였습니다. 그 역할의 본질과 우리가 할 수 있다는 것을 증명했기 때문에 그들은 그것을 다른 사람에게 주기를 원하지 않았습니다. 그것은 이상한 프로젝트이고, 조금 평범하고 우리가 하는 일입니다. 이 물건은 복잡하고 모든 3D 작업, 엄격한 허용 오차, 소량, 대부분의 사람들이 만지기를 원하지 않는 물건이기 때문에 많은 상점에서 "견적 없음" 더미에 빠질 수 있습니다.
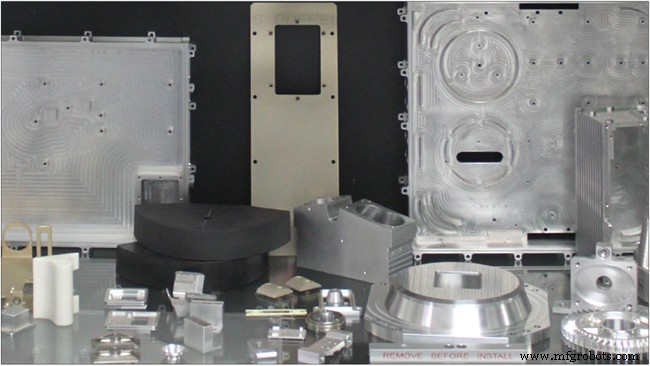
항공 우주 산업에 중점을 두고 있기 때문에 Rapid DTM의 DATRON 기계는 일반적으로 알루미늄을 밀링하는 데 사용되지만 Allard에 따르면 303 스테인리스, 17-4 스테인리스, 6AL-4V 티타늄, G10 및 많은 Delrin을 가공하는 데에도 사용합니다. BAE Systems의 경우 부품은 모두 약간 다르지만 어떤 면에서는 유사합니다. 하나는 MIC-6의 작은 알루미늄 블록이고 두께가 약 5인치 x 3인치 및 0.5인치라는 것입니다. Rapid DTM은 상당히 깊게 절단된 작은 수직 슬롯을 밀링합니다. Allard는 다음과 같이 설명합니다. "그래서 우리는 이 도구 중 하나를 걸어 놓아야 하는 것보다 훨씬 더 많이 매달려 있는 정말 작은 도구를 실행하고 있습니다. 하지만 이것은 제가 오랫동안 해 온 종류의 일입니다. . " 몇 년 전 이 부품을 만들기 시작했을 때 Haas 기계 작업자는 단일 장치를 생산하는 데 약 10시간이 걸렸습니다. 본질적으로 더 많은 나머지 가공을 수행할 수 있는 CAM 기술의 발전을 통해 Haas 기계에서 사이클 시간을 약 5-6시간으로 늘릴 수 있었습니다.
Allard는 "하지만 DATRON으로 작업을 이전했을 때 주기 시간이 약 2.5시간으로 단축되어 50% 이상 개선되었습니다."라고 말합니다.
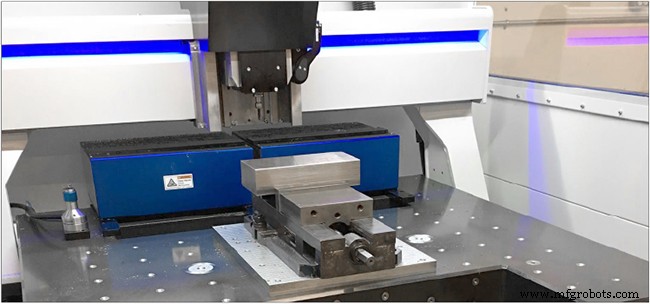
Rapid DTM의 프로토타이핑 및 단기 생산의 경우 생산하는 부품의 대부분이 주기가 짧기 때문에 빠른 설정 시간이 중요합니다. Allard는 "모든 것을 소량으로 실행하고 있습니다. 지난 4일 동안의 작업에서 우리의 사이클 타임은 44초이므로 부품을 넣고 빼는 중입니다. 이것은 제가 가장 좋아하는 작업은 아닙니다. M8Cube의 설정이 빠르고 쉽다는 사실이 많은 도움이 됩니다.” DATRON M8Cube의 가공 영역은 40″ x 32″의 넉넉한 공간으로 바이스, 공압 클램프 및 진공 척과 같은 여러 설정이 가능합니다. 이를 통해 제조업체는 변화하는 요구 사항에 적응하고 신속하게 변경할 수 있는 유연성을 제공합니다. Rapid DTM의 기계에는 특히 길거나 높은 공작물의 끝을 가공하기 위해 수직 클램핑을 허용하는 베드 전면에 컷아웃이 있습니다.

M8Cube의 넓은 작업 영역에 대해 Allard는 다음과 같이 말합니다. 이는 프로토타입 제작의 도전 과제 중 하나이기도 합니다. 바이스, 진공 척을 설정해야 합니다. 및 도구. BAE Systems의 직원들이 와서 M8Cube를 볼 때 그들이 가장 먼저 언급하는 것 중 하나는 이 크기와 이 무게의 기계에는 엄청난 XY 이동 거리가 있다는 것입니다."
Allard는 또한 M8Cube의 정밀도와 통합 Renishaw 프로브의 품질에 깊은 인상을 받았습니다. “도량형 사업의 일환으로 저는 프로빙 기술을 영원히 사용해 왔으며 Haas에서도 Renishaw 프로빙을 사용하고 있습니다. 하지만 저는 시연을 합니다 on 두 시스템이 작동하는 방식의 차이점과 DATRON의 장점 중 일부. Haas의 DATRON에서 수행하는 모든 작업을 수행할 수 있지만 이를 수행하려면 몇 가지 다른 매크로가 필요할 수 있습니다. DATRON을 사용하면 같은 주기 내에서 할 수 있는 일이 훨씬 더 많습니다.
예를 들어 어제 저는 부드러운 턱을 사용했습니다. 그래서 그들 사이에 간격이 있는 두 개의 바이스 죠가 있습니다. 그래서 저는 백 바이스 죠의 상단에서 Z 0을 설정하고 싶었습니다. 저는 X 0을 뒤쪽 바이스 죠의 중심선에 설정하고 Y 0을 두 개의 죠에 걸쳐 있는 바깥쪽을 가로질러 설정하고 싶었습니다. Haas를 사용하면 두 개의 다른 사이클로 이를 수행해야 합니다. 웹 X와 Z를 하나의 사이클로 수행할 수 있으며 스핀들을 Y 방향의 중심선으로 이동한 다음 웹 Y 사이클을 수행해야 합니다. 반면 DATRON을 사용하면 메뉴가 설정되는 방식으로 X 및 Y를 오프셋하여 Z를 프로브할 수 있고 Y를 오프셋하여 X를 프로브할 수 있습니다. Haas용 내장 Renishaw 사이클에는 이러한 옵션이 없습니다. . DATRON 프로빙이 수행하는 유연성을 제공하는 (제가 알고 있는) 다른 프로빙 시스템은 없습니다."

CNC 기계
5월에 게시됨. 2020년 11월 11일 | By WayKen Rapid Manufacturing 인간의 사상과 공학의 정점은 당연히 거대한 비행 기계를 위한 것입니다. 로켓, 비행기, 제트기는 설계하기가 불가능할 정도로 어렵고 생산하기가 훨씬 더 어렵습니다. 상업용 항공기를 대량 생산하는 대기업은 전 세계에 8곳뿐인 이유다. 항공기, 우주 또는 단순히 비행하는 항공기에는 500,000개 이상의 부품이 있으며 그 중 많은 부분이 극도로 정밀하고 내구성이 있어야 합니다. 이러한 부품의 품질과 비용을 보장하는 것은 항공 우주 산업 가
항공 우주 산업에서는 가공 부품에 대한 수요가 많습니다. 실제로 보잉 747은 600만 개 이상의 부품으로 구성되어 있습니다. 이처럼 다양한 엔지니어링 재료를 필요로 하는 부품이 많기 때문에 최첨단 제조 방식과 기술이 필요합니다. CNC 가공은 항공 우주 산업에서 가장 널리 사용되는 제조 방법 중 하나입니다. 이 제조 방법에 대해 적어도 어느 정도 알고 있을 가능성이 높지만 다음은 CNC 가공 항공우주 부품에 대해 모를 수 있는 5가지 사항입니다. #1 – 경량 금속으로 만들어진 부품은 항공기 성능에 매우 중요합니다. 알루미늄과