

산업용 장비

산업 제조
공구 길이 보정은 프로그래밍을 단순화하고 설정 및 생산 실행 중에 시험 가공 및 크기 조정을 향상시킵니다. 또한 오프라인 공구 길이 측정 장치를 사용하여 절삭 공구 길이를 조립하고 측정할 수 있습니다.
도구 길이 보정은 좋은 기능이지만 몇 가지 단점이 있습니다.
1) 절삭 공구는 프로그래밍된 절삭 조건을 사용하여 가공할 수 있을 만큼 충분히 단단해야 하고, 2) 절삭 공구는 공구 교환 중에 장애물과 충돌할 정도로 길지 않으면서 가장 깊은 가공 표면에 도달할 수 있을 만큼 충분히 길어야 합니다.
일부 회사에서는 프로그래머가 허용 가능한 길이 범위와 함께 절단 도구를 조립하기 위한 구성 요소를 지정합니다.
그러나 많은 회사에서는 도구 이름과 크기만 지정하고 절단 도구를 조립하는 방법을 결정하는 것은 설치 담당자에게 맡기고 있습니다. 설치 담당자는 각 도구의 강성이 적절한지 또는 길이가 허용 가능한 범위 내에 있는지 확신하지 못할 수 있습니다.
강성을 보장할 수는 없지만 맞춤형 매크로는 절삭 공구 길이 범위 문제를 해결할 수 있습니다.
이 기술은 작은 수직 머시닝 센터 및 많은 수평 머시닝 센터와 같이 Z축 이동이 제한된 기계에 특히 유용합니다. 우리는 FANUC 사용자 정의 매크로 시스템 변수를 사용하여 오프셋 관련 데이터에 액세스하고 있으며, 이 예에서는 기계에 FANUC의 표준 6개 고정구 오프셋 세트가 있고 사용자가 절단 도구 길이를 도구 길이 보정 오프셋 값으로 설정할 계획이라고 가정합니다.
#2200 시리즈의 변수는 공구 길이 형상 오프셋에 대한 액세스를 제공합니다. #5200 시리즈에 있는 것들은 고정구 오프셋에 대한 액세스를 제공합니다. 또한 이 예제는 관련 시스템 변수 값을 "두 번째 참조"합니다. 테스트 도구 길이 값은 다음과 같습니다.
#149=4.0
#2=#[2200+#149] (현재 도구 길이)
공통 변수 #149를 4.0으로 설정하면 표현식 2200+#149는 2204를 렌더링합니다. 대괄호 외부의 파운드 기호(#)는 이 시스템 변수 #2204를 만들고 공구 길이 형상 오프셋 번호 4의 값에 액세스합니다. 유사한 기술이 현재 설치된 조명기 오프셋 Z 레지스터 값에 액세스하는 데 사용됩니다. 또한 현재 설정된 조명기 오프셋 값(54-59)에 액세스하기 위해 시스템 변수 #4014를 사용하고 있습니다.
삽화를 고려하십시오.
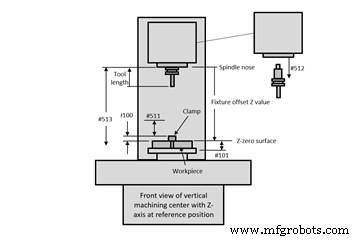
입력 데이터는 오프셋, 시스템 상수(#500 시리즈 영구 공통 변수) 및 프로그램 내에 지정된 값에서 가져옵니다. 오프셋에는 고정구 오프셋 Z 값과 도구 길이 보정 형상 오프셋에 입력된 도구 길이가 포함됩니다.
사용자는 다음 시스템 상수를 한 번만 입력하면 됩니다.
#511:도구 변경을 위한 여유 공간입니다.
#512:공구 교환기 인출량(기계 제작업체 설명서 참조).
#513:Z축 이동(기계 제작업체 문서 참조).
다음 값은 CNC 프로그램과 일치합니다.
#100:Z-제로 표면과 가장 높은 장애물(예:클램프) 사이의 거리입니다.
#101:Z-제로 표면과 가장 깊은 깊이 사이의 거리. 이 값은 각 도구 변경 전에 지정할 수 있습니다.
이 기술은 사용자 정의 T 코드 프로그램에서 작동합니다. 매개변수(#6001, 최신 FANUC CNC의 경우 비트 5)를 1로 설정한 후 CNC는 T 코드를 볼 때마다 T 값을 공통 변수 #149에 저장하고 프로그램 O9000을 실행합니다.
자동 공구 교환 시스템에는 두 가지 일반적인 스타일이 있습니다.
하나를 사용하면 T 코드 자체가 도구 변경을 완료합니다. 다른 경우에는 T 코드가 단순히 도구 캐러셀을 회전시켜 도구를 준비 스테이션으로 가져오는 동안 M06 명령이 도구를 변경합니다. 다음 예제 프로그램은 둘 다 잘 작동해야 하지만 프로그램이 제대로 실행되려면 사용자가 T 코드와 M06을 두 개의 명령으로 분리해야 할 수도 있습니다.
다음은 프로그램입니다. 메인 프로그램(O6001)은 관련 명령만 표시하도록 축약되어 있습니다.
O6001 (메인 프로그램)
G54 (픽스쳐 오프셋 선택)
#100=2.0(픽스쳐 오프셋 Z-제로 표면에서 가장 높은 피쳐/장애물의 높이)
#101=2.5(공구 4의 가장 깊은 가공 깊이)
(.)
(프로그램 시작 명령)
(.)
T04(사용자 정의 T 코드 사용자 정의 매크로인 프로그램 O9000 호출)
M06 (공구가 범위 내에 있으면 공구 교환이 발생함)
(.)
(공구 스테이션 4로 가공)
(.)
#101=1.0(공구 5의 가장 깊은 가공 깊이)
(도구 시작 명령)
(.)
T5(사용자 정의 T 코드 사용자 정의 매크로 호출)
M06 (공구가 범위 내에 있으면 공구 교환이 발생함)
(공구 5로 가공)
(.)
(잔액 가공 프로그램)
(.)
M30
O9000 (맞춤 매크로 검사 도구)
#1=ABS[#[5203+[#4014-53]*20]] (현재 조명기 오프셋 Z 값)
#2=#[2200+#149] (현재 도구 길이)
IF[[#1-#2-#511-#512-#100]GT0]GOTO5 (공구 길이 괜찮나요?)
#3000=100(도구가 너무 깁니다)
N5#3=#1+#101(가장 깊은 깊이)
#4=#513+#2(도구 도달범위)
IF[[#4-#3]GT0]GOTO10 (도구가 가장 깊은 표면에 도달합니까?)
#3000=101(도구가 너무 짧음)
N10T#149(도구를 준비 위치로 회전)
M99
산업용 장비
G 코드 GSK983M S/V 드릴링 및 밀링 CNC 시스템 G 코드 GSK983M G 코드 함수 G00 포지셔닝 G01 선형 보간 G02 원형 보간(CW) G03 원형 보간(CCW) G04 드웰 G05 고속 연속 절단 모드 G07 연합 사인 곡선 제어 G09 정확한 정지 확인 G10 오프셋 값 설정, 공구 수명 관리 데이터 등록 시작 G11 공구 수명 관리 데이터 등록 종료 G17 XY 평면 선택 G18 ZX 평면 선택 G19 YZ 평면 선택 G20 인치로 입력 G
G43 공구 길이 보정 포지티브 G43을 사용하면 오프셋 레지스터(OFFSET)의 값을 호출하여 공구 길이에 추가할 수 있습니다.프로그램에서 이후의 모든 Z 이동(활성 XY 평면 포함 – G17)에 이 값이 추가됩니다. 프로그래밍 N... G43 H... 예시 N... G43 H05 H05 아래 레지스터에 기록된 값은 이후의 모든 Z 이동에 공구 길이로 추가됩니다. G44 공구 길이 보정 음수 G44를 사용하면 오프셋 레지스터(OFFSET)의 값을 불러와 공구 길이에서 뺄 수 있습니다.프로그램의 모든 후속 Z 이동(활성 X