

산업용 장비

산업 제조
동일한 이송 속도를 사용하더라도 밀링된 표면에 남아 있는 증인 표시가 선형 동작과 원형 동작 간에 일관성이 없다는 것을 알아차린 적이 있습니까? 밀링 커터가 내부 호를 가공할 때 덜거덕거리는 경향이 있는 이유가 궁금하십니까? 그 이유는 밀링 커터의 중심선 원형 경로 반경 크기와 작업 표면의 원형 경로 반경 크기의 차이와 관련이 있습니다.
CNC는 절삭 공구의 중심선 경로에 대한 모션 속도를 생성합니다. 10.0ipm에서 2축 윤곽을 밀링할 때 10.0ipm으로 이동하는 것은 절삭 공구의 중심선입니다. 선형 표면(G01)을 밀링할 때 CNC는 직선 작업 표면을 정확하게 10.0ipm으로 가공합니다.
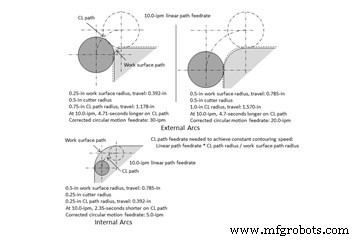
그러나 원형 운동의 경우 커터의 중심선 원형 운동의 길이는 작업 표면의 원형 운동의 길이와 다릅니다. 외부 호의 경우 중심선 경로가 더 깁니다. 내부 호의 경우 더 짧습니다. 그림을 보고 아이디어를 얻으세요.
이송 속도가 선형 동작에 대해 정확하고 이전 선형 동작 명령에서 이월되면 CNC는 선형 표면보다 외부 원형 작업 표면을 더 느리게 가공하고 내부 원형 작업 표면을 더 빠르게 가공합니다. 중심선 경로 호 크기와 작업 표면 경로 호 크기 간의 차이가 클수록 가공을 위한 접촉점(커터 접선 지점)에서 이송 속도 차이가 더 두드러집니다. 결과:선형 모션 이송 속도를 사용하여 호를 가공하면 외부 호, 채터, 원하지 않는 마감 또는 내부 호가 있는 절단기 파손에 대한 과도한 사이클 시간이 발생할 수 있습니다.
이 조건은 선반 작업에 사용되는 단일 지점 절삭 공구에도 존재합니다. 그러나 도구 노즈 반경이 상당히 작기 때문에 중심선 경로가 작업 표면 경로에 가깝기 때문에 효과가 훨씬 덜 명확해집니다.
그림을 다시 보자. 외부 호의 경우 이것이 사이클 시간에 얼마나 많은 영향을 미칠 수 있는지 확인하십시오. 1.0인치 직경 커터로 가공된 0.25인치 외부 반경과 함께 10.0ipm의 선형 모션 이송 속도를 사용하는 경우 이 모션은 예상보다 가공하는 데 거의 5초가 더 걸립니다. 프로그래머는 선형 표면과 동일한 방식으로 0.25인치 작업 표면 반경을 가공하려면 원형 동작 이송 속도를 3배로 높여야 합니다.
작업 표면 경로 반경 크기와 중심선 경로 반경 크기 간의 비율은 원형 동작 이송 속도를 증가(외부 반경) 또는 감소(내부 반경)할 양을 결정합니다. 이 예에서 작업 표면 경로 반경은 0.25인치이고 중심선 경로 반경은 0.75인치(0.25인치 + 0.5인치)입니다. 0.75를 0.25로 나누면 3.0이 됩니다. F10.0의 선형 모션 이송 속도를 사용하는 대신 프로그래머는 원형 모션에 대해 F30.0의 이송 속도가 필요합니다. 외부 호에 대한 적절한 원형 동작 이송 속도를 프로그래밍하면 특히 대량 작업에서 생산 실행 시간에 큰 영향을 미칠 수 있습니다.
내부 호에 대해서도 동일한 비율이 존재합니다. 다시 중심선 경로 반경을 작업 표면 경로 반경으로 나눕니다. 결과는 항상 1보다 작습니다. 이 결과에 선형 가공에 사용된 이송 속도를 곱합니다. 이것은 선형 경로 이송 속도보다 느린 이송 속도를 렌더링합니다.
일부 CNC 제조업체에는 이 문제를 처리하는 데 도움이 되는 기능이 있습니다. 예를 들어, Heidenhain에는 "일정한 윤곽 속도" 기능이 포함되어 있습니다. FANUC는 매개변수를 사용하여 "자동 코너 오버라이드"로 내부 원형 동작을 느리게 할 수 있지만 관련 설정은 기계 제작업체 또는 최종 사용자에게 맡겨집니다(현재 0 및 30 시리즈 CNC에서 매개변수 번호 7010 조회) ). CAM 시스템에 도움이 될 수 있는 것이 있다는 것을 알게 될 수도 있습니다.
중요: 정삭 밀링과 같이 제거되는 재료의 양이 가공되는 윤곽 주위에서 균등하게 균형을 이루는 경우 또는 거의 그물 모양의 주조 또는 단조를 가공할 때만 이 기술을 사용하십시오. 가공된 표면에서 많은 재료를 제거할 때 거친 가공에 이 기술을 적용하지 마십시오. 특히 일부 표면에 다른 표면보다 더 많은 재료가 있는 경우. 이 경우 이송 속도를 높이면 커터 부하가 크게 증가합니다.
이러한 기능을 사용할 수 있는 경우 사용 방법을 배우십시오. 그렇지 않은 경우 또는 작동 방식이 마음에 들지 않으면 이 문제를 처리하는 데 도움이 되는 두 가지 사용자 정의 G 코드 프로그램을 다룰 다음 달 CNC Tech Talk를 놓치지 마세요.
산업용 장비
이 원형 보간 프로그래밍 예제는 원형 보간이 무엇이고 어떻게 프로그래밍하는지 보여줍니다. 이 연습을 진행하기 전에 먼저 원형 보간 개념 및 프로그래밍을 읽어야 합니다. 기사(아래에 나열됨). 기사를 읽은 후에는 이 예를 매우 간단하고 기본적인 작업으로 이해하는 것이 편할 것입니다. 원형 보간 개념 및 프로그래밍 도움말 원호 보간 개념 및 프로그래밍 파트 1(개념) 원호 보간 개념 및 프로그래밍 파트 2(R 사용) 원호 보간 개념 및 프로그래밍 파트 3(I J K 사용) 원호 보간 개념 및 프로그래밍 파트 4(Unknown R
펌프가 작동하려면 모터가 필수적입니다. 모터가 없으면 펌프가 물이나 기타 유체 물질을 움직일 수 없습니다. 모터 크기는 펌프의 동력과 속도를 결정하기 때문에 중요합니다. 이 기사에서는 펌프용 모터의 크기를 결정하는 방법에 대해 설명하고 응용 분야에 적합한 모터를 찾기 위한 몇 가지 팁을 제공합니다. 펌프 모터란? 펌프 모터는 펌프의 심장입니다. 기계 주변의 유체, 공기 또는 기타 물질의 이동을 담당합니다. 구매하기 전에 펌프에 맞는 크기를 찾아야 합니다. 모터는 펌프에서 가장 중요한 구성 요소 중 하나입니다. 모터의 크기는 펌프