

CNC 기계

산업 제조
리지드 탭핑 모드에서 깊은 홀 탭핑은 칩이 공구에 달라붙거나(탭) 절삭 저항이 증가하여 어려울 수 있습니다.
펙 리지드 태핑
CNC 기계공이 이러한 깊은 구멍 태핑 작업을 쉽게 할 수 있도록 Fanuc cnc 컨트롤 G84 Peck Rigid Tapping Cycle에 대한 사이클이 있습니다.
Haas CNC 제어 장치에서 작업하는 CNC 기계 기술자의 경우 Haas CNC에서 칩 브레이킹 또는 펙 태핑을 사용한 심공 태핑을 읽을 수 있는 행운도 있습니다.
Fanuc G84 Rigid Peck Tapping Cycle에서는 구멍 바닥에 도달할 때까지 절단(Pecks)을 여러 번 수행합니다.
G84 X_ Y_ Z_ R_ P_ Q_ F_ K_;
X Y – 구멍 위치.
Z – Z 깊이(R 평면에서 시작하여 Z 깊이로 이송).
R – R 평면의 위치.
P – 복귀 시 구멍 바닥과 지점 R에서의 드웰 시간.
Q – 각 절삭 이송에 대한 절삭 깊이(펙 깊이).
F – 절단 이송 속도.
K – 반복 횟수(필요한 경우).
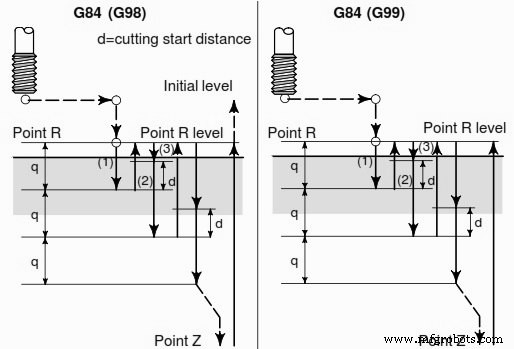
G84 리지드 펙 태핑 사이클
G84 태핑 주기 및 G84 태핑 주기와 함께 G98 G99를 사용하는 방법에 대한 자세한 내용은 G84 태핑 주기 – CNC 밀 프로그래밍을 참조하세요.
CNC 기계
제출자:Vikram 그림/이미지 CNC 프로그램 0 BEGIN PGM 10116D MM1 BLK FORM 0.1 Z X+0 Y+0 Z-202 BLK FORM 0.2 X+100 Y+50 Z+203 TOOL DEF 24 TOOL CALL 2 Z S1005 L M66 CYCL DEF 17.0 RIGID TAPPING7 CYCL DEF 17.1 SET UP 58 CYCL DEF 17.2 PLNGNG -109 CYCL DEF 17.3 PITCH 1.510 L X+20 Y+20 R0 FMAX M311 L Z+5 FMAX12 CYCL CALL
Sinumerik CYCLE84 리지드 태핑 사이클 CYCLE84는 플로팅 탭 홀더를 사용하지 않고 탭 홀을 생성합니다.CYCLE84는 드릴링용으로 지정된 스핀들이 위치 제어 스핀들 모드에서 작동할 수 있는 경우에만 적용할 수 있습니다. 프로그래밍 CYCLE84(RTP, RFP, SDIS, DP, DPR, DTB, SDAC, MPIT,PIT, POSS, SST, SST1) 매개변수 매개변수 설명 RTP 귀국 비행기(절대) RFP 기준 평면(절대) SDIS 안전 거리(기호 없이 입력) DP 최종 드릴링 깊이/연장 홀 깊이