

CNC 기계

산업 제조
Haas G76 나사 가공 사이클은 외부 나사산, 내부 나사산, 직선 나사산, 테이퍼 나사산에 사용할 수 있습니다.
Haas G76 스레딩 사이클을 사용하면 프로그래머가 나사 길이를 따라 여러 절삭 패스를 쉽게 명령할 수 있습니다.
공구 부하 및 마모의 특성은 P 코드를 사용하여 제어할 수 있습니다. P 코드는 도구가
절단할 면과 절단할 재료의 양을 지정할 수 있습니다.
Hass G76 나사 절삭 사이클은 다음 용도로 사용할 수 있습니다.
Haas G76 스레딩 사이클
G76 X(U) Z(W) K D A F(E) I P Q
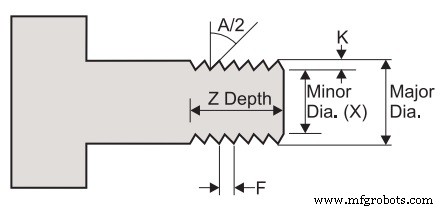
X – X축 절대 위치, 최대 나사 깊이 직경(옵션).
Z – Z축 절대 위치, 최대 나사 길이(옵션).
K – 나사 높이, 나사 깊이 정의, 반경 측정 .
D – 1차 가공 절삭 깊이.
A – 공구 노즈 각도(값:0 ~ 120도).
F(E) – 이송 속도, 나사산 리드.
U – X축 증분 거리, 시작부터 최대 나사 깊이 직경까지(선택 사항).
W – Z축 증분 거리, 시작부터 최대 나사 길이까지(선택 사항).
I – 나사산 테이퍼 양, 반경 측정(선택 사항).
P – 단일 에지 절단(하중 상수)(선택 사항).
Q – 스레드 시작 각도(소수점 사용 안 함)(선택 사항).
설정 95 – 나사산 모따기 크기.
설정 96 – 나사산 모따기 각도.
설정 86 – 나사산 정삭 여유.
M23 – 모따기 ON
M24 – 모따기 OFF
K -스레드 높이
나사의 높이는 나사의 마루에서 나사의 뿌리까지의 거리로 정의됩니다.
계산된 나사의 깊이(K)는 K에서 정삭 여유(설정값)를 뺀 값입니다. 86, Thread Finish Allowance)가 이 금액입니다.
D – 1차 절단 깊이
실을 통과하는 첫 번째 절단 깊이는 D에서 지정됩니다. 실을 통과하는 마지막 절단 깊이는 설정 86으로 제어할 수 있습니다.
스레드 모따기
나사산 끝에서 선택적 모따기가 수행됩니다.
모따기의 크기와 각도는 설정 95(나사산 모따기 크기) 및 설정 96(나사산 모따기 각도)으로 제어됩니다.
P – 단일 에지 커팅(하중 상수)(선택사항)
G76 다중 나사 절삭에 대한 네 가지 옵션을 사용할 수 있습니다.
CNC 기계
제출자:CNC 프로그래머 요약 부품의 LH(왼손) 나사산을 절단하고G71 터닝 사이클을 사용하여 부품 프로파일을 절단하는 CNC 선반 프로그램G75 홈 가공 사이클을 사용하여 홈 가공.다음을 위한 ISO 부품 프로그래밍 작성 FANUC는 고정 사이클을 사용하여 CNC 선반을 제어했습니다. 가공물 직경 =30mm, 가공물 소재 =연강, 이송 =0.2mm/rev, 선삭 속도 =1200rpm, 절삭 깊이 =0.5mm. 그림/이미지 CNC 프로그램 N0 G90 F0.5 S1200 T0101 M04N20 G00 X30 Z2N40 G71
Fanuc G33 스레드 커팅 피팅 도구(보링 또는 페이싱 헤드)를 사용하여 스레드를 절단할 수 있습니다. 참고 피드 및 스핀들 오버라이드 스위치는 G33(100%) 동안 활성화되지 않습니다. 프로그래밍 N... G33 Z... F.. 매개변수 매개변수 설명 F 나사산 피치[mm] Z 스레드 깊이