

CNC 기계

산업 제조
제출자:CNC 프로그래머
부품의 LH(왼손) 나사산을 절단하고
G71 터닝 사이클을 사용하여 부품 프로파일을 절단하는 CNC 선반 프로그램
G75 홈 가공 사이클을 사용하여 홈 가공.
다음을 위한 ISO 부품 프로그래밍 작성 FANUC는 고정 사이클을 사용하여 CNC 선반을 제어했습니다. 가공물 직경 =30mm, 가공물 소재 =연강, 이송 =0.2mm/rev, 선삭 속도 =1200rpm, 절삭 깊이 =0.5mm.
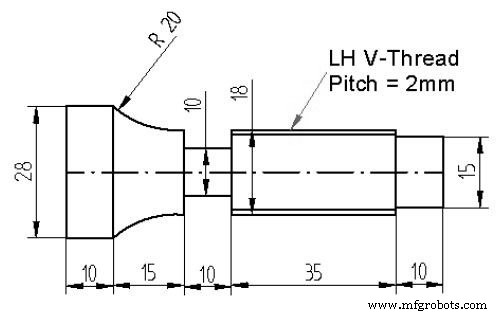
N0 G90 F0.5 S1200 T0101 M04 N20 G00 X30 Z2 N40 G71 G71 U0.5 R0.5 (Roughing Cycle) N50 G71 P60 Q110 U0.05 W0.05 N60 G01 X15 Z0 N70 G01 X15 Z-10 N80 G01 X18 N90 G01 Z-55 N100 G02 X28 Z-70 R20 N110 G01 Z-80 N120 G01 X30 Z2 N130 G70 P60 Q110 (Finishing cycle) N135 G00 X30 Z2 N140 G28 U0 W0 N150 S400 T0202 M06 N160 G01 X20 Z-45 N170 G01 X18 Z-45 N180 G76 P010160 Q20 N190 G76 X15.6 Z-10 P1200 Q200 F2 N200 G01 X30 Z2 N210 G28 U0 W0 N220 S1200 T0303 M06 N230 G01 X30 Z-45 N240 G01 X18 Z-46 N250 G75 R1 N255 G75 X10 U1 Z-55 P1000 Q1000 N260 G28 U0 W0 N300 M05 M30
CNC 기계
제출자:Vikram 요약 서브루틴 코드를 사용하여 FANUC 제어 기계용 CNC 선반 프로그램을 작성하십시오. 공작물의 직경 =40mm, 절삭 깊이 =0.5mm, 속도 =1200rpm을 취하십시오. 피드 및 기타 데이터를 적절하게 가정합니다. 그림/이미지 CNC 프로그램 Main Program:N0 G90 F0.2 S1200 T0101 M04N10 G00 X42 Z2N30 M98 P12000 (call subprog O2000 once)N130 G28 U0 W0N140 M05 M30Subprogram:O2000;N30 G73 U
제출자:Vikram 요약 G72 페이싱 사이클을 사용하여 구성 요소의 전체 외부 윤곽을 절단하는 CNC 선반 프로그램입니다. 그림/이미지 CNC 프로그램 G90 G21 G18 G55;T0400 M06;S2000 M03;G00 Z0.0; X31.0;G01 X30 F60;G72 W0.5 R0.2;G72 P2 Q3 ;N2 G01 Z-40.69; G03 X 23.92 Z-37.69 R3; G02 X17 Z-34.69 R3; G01 Z-31.69; G03 X 11.25 Z -28.69 R3; G01 Z-10.0; G03 X2.0 Z-5.