

CNC 기계

산업 제조
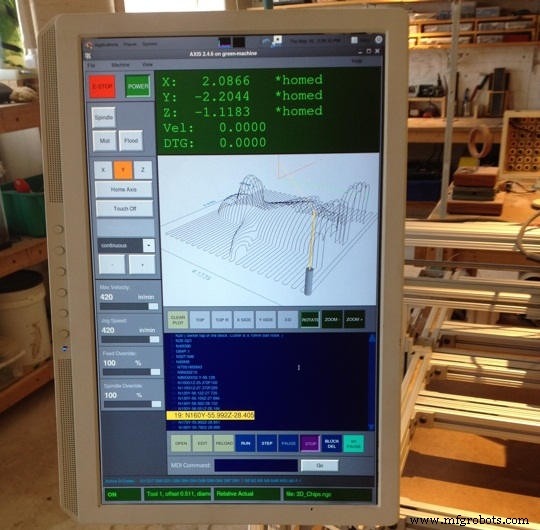
LinuxCNC는 밀링 머신 및 선반과 같은 공작 기계의 컴퓨터 제어를 위한 소프트웨어 시스템입니다.
LinuxCNC는 오픈 소스 코드가 포함된 무료 소프트웨어입니다.
LinuxCNC는 터치 스크린용 인터페이스를 포함하여 여러 그래픽 사용자 인터페이스를 제공합니다.
| G 코드 | 설명 |
|---|---|
| G0 | 빠른 직선 운동 |
| G1 | 선형 피드 |
| G2 | CW 아크 피드 |
| G3 | CCW 아크 피드 |
| G4 | 드웰 |
| G5.1 | 2차 B-스플라인 |
| G5.2 G5.3 | NURB 차단 |
| G7 | 직경 모드(선반) |
| G8 | 반경 모드(선반) |
| G10 L1 | 공구 테이블 항목 설정 |
| G10 L10 | 공구 테이블 설정, 계산됨, 공작물 |
| G10 L11 | 공구 테이블 설정, 계산됨, 고정물 |
| G10 L2 | 좌표계 원점 설정 |
| G10 L20 | 계산된 좌표계 원점 설정 |
| G17 | XY 평면 |
| G18 | ZX 평면 |
| G19 | YZ 평면 |
| G17.1 | UV 평면 |
| G18.1 | WU 비행기 |
| G19.1 | 폭스바겐 계획 |
| G20 | 인치 단위 |
| G21 | 밀리미터 단위 |
| G28 | 사전 정의된 위치로 이동 |
| G28.1 | G28에 대한 현재 절대 위치 저장 |
| G30 | 사전 정의된 위치로 이동 |
| G30.1 | G30에 대한 현재 절대 위치 저장 |
| G33 | 스핀들 동기화 모션 |
| G33.1 | 리지드 태핑 |
| G38.2 – G38.5 | 프로빙 |
| G38.2 | 작업물을 향한 프로브, 접촉 시 정지, 실패 시 오류 신호 |
| G38.3 | 작업물을 향한 프로브, 접촉 시 정지 |
| G38.4 | 작업물에서 떨어진 프로브, 접촉 손실 시 중지, 실패 시 오류 신호 |
| G38.5 | 작업물에서 떨어진 프로브, 접촉 손실 시 중지 |
| G40 | 커터 보정 취소 |
| G41 | 경로 좌측 절단기 보정 |
| G42 | 커터 보정 오른쪽 경로 |
| G41.1 | 경로 왼쪽의 동적 커터 보정 |
| G42.1 | 동적 절단기 보정 경로 오른쪽 |
| G43 | 공구 길이 오프셋 |
| G43.1 | 동적 공구 길이 오프셋 |
| G49 | 공구 길이 오프셋 취소 |
| G53 | 기계 좌표계의 움직임 |
| G54 | 좌표계 1 선택 |
| G55 | 좌표계 2 선택 |
| G56 | 좌표계 3 선택 |
| G57 | 좌표계 4 선택 |
| G58 | 좌표계 5 선택 |
| G59 | 좌표계 6 선택 |
| G59.1 | 좌표계 7 선택 |
| G59.2 | 좌표계 8 선택 |
| G59.3 | 좌표계 9 선택 |
| G61 | 정확한 경로 모드(경로 제어 모드) |
| G61.1 | 정확한 경로 모드(경로 제어 모드) |
| G64 | 선택적 공차가 있는 경로 제어 모드 |
| G73 | 칩 브레이킹이 있는 드릴링 사이클 |
| G76 | 멀티 패스 스레딩 사이클(선반) |
| G80 | 고정 주기 취소 |
| G81 | 드릴링 주기 |
| G82 | 드웰을 사용한 드릴링 사이클 |
| G83 | 펙 드릴링 사이클 |
| G85 | 보링 사이클, 피드 아웃 |
| G86 | 보링 사이클, 스핀들 정지, 급속 출력 |
| G89 | 보링 사이클, 드웰, 피드 아웃 |
| G90 | 절대 거리 모드 |
| G91 | 증분 거리 모드 |
| G90.1 | 호에 대한 절대 거리 모드(I, J 및 K 오프셋) |
| G91.1 | 호에 대한 증분 거리 모드(I, J 및 K 오프셋) |
| G92 | 좌표계 오프셋 |
| G92.1 | 좌표계 오프셋 취소 |
| G92.2 | 좌표계 오프셋 취소 |
| G92.3 | 축 오프셋 복원 |
| G93 | 역시간 모드 |
| G94 | 분당 단위 모드 |
| G95 | 회전당 단위 모드 |
| G96 | 일정한 표면 속도 |
| G97 | RPM 모드 |
| G98 | 시작 위치로 후퇴(Canned Cycle Z 후퇴 모드) |
| G99 | R 위치로 복귀(고정 사이클 Z 복귀 모드) |
| M 코드 | 설명 |
|---|---|
| M0 M1 | 프로그램 일시중지 |
| M2 M30 | 프로그램 종료 |
| M60 | 팔레트 교체 일시중지 |
| M3 M4 M5 | 스핀들 제어 |
| M6 | 도구 변경 |
| M7 M8 M9 | 냉각수 제어 |
| M48 M49 | 피드/스핀들 재정의 활성화/비활성화 |
| M50 | 피드 재정의 제어 |
| M51 | 스핀들 오버라이드 제어 |
| M52 | 적응 피드 제어 |
| M53 | 피드 정지 제어 |
| M61 | 현재 공구 번호 설정 |
| M62-M65 | 출력 제어 |
| M66 | 입력 제어 |
| M67 | 아날로그 출력 제어 |
| M68 | 아날로그 출력 제어 |
| M100-M199 | 사용자 정의 M 코드 |
| 연산자 | 설명 |
|---|---|
| + | 추가 |
| – | 빼기 |
| * | 곱하기 |
| / | 디비전 |
| 또는 | 비독점 또는 |
| XOR | 독점 또는 |
| 그리고 | 논리 및 |
| 수정 | 계수 연산 |
| ** | 전원 작동 |
| EQ | 평등(EQ) |
| NE | 불평등(NE) |
| GT | 엄격히 큼 |
| GE | 크거나 같음 |
| LT | 미만 |
| LE | 작거나 같음 |
| 함수 이름 | 함수 결과 |
|---|---|
| ATAN[Y]/[X] | 4사분면 역 탄젠트 |
| ABS[인수] | 절대값 |
| ACOS[인수] | 역코사인 |
| ASIN[인수] | 역사인 |
| COS[인수] | 코사인 |
| EXP[인수] | e를 주어진 거듭제곱으로 올림 |
| FIX[인수] | 정수로 내림 |
| FUP[인수] | 정수로 반올림 |
| 라운드[인수] | 가장 가까운 정수로 반올림 |
| LN[인수] | Base-e 로그 |
| SIN[인수] | 사인 |
| SQRT[인수] | 제곱근 |
| TAN[인수] | 접선 |
| 있다[arg] | 이름이 지정된 매개변수 확인 |
| 문자 | 의미 |
|---|---|
| A | 기계의 축 |
| 비 | 기계의 B축 |
| C | 기계의 C축 |
| D | 공구 반경 보정 번호 |
| F | 이송 속도 |
| 지 | 일반 기능(표 모달 그룹 참조) |
| H | 공구 길이 오프셋 인덱스 |
| 나 | 아크 및 G87 고정 사이클의 X 오프셋 |
| J | 아크 및 G87 고정 사이클의 Y 오프셋 |
| K | 아크 및 G87 고정 사이클에 대한 Z 오프셋. G33 동기화 이동에 대한 스핀들-모션 비율 |
| 남 | 기타 기능(표 모달 그룹 참조) |
| N | 줄 번호 |
| 피 | 통조림 주기 및 G4의 체류 시간. G10과 함께 사용되는 키. |
| Q | G73, G83 고정 사이클의 피드 증분 |
| R | 아크 반경 또는 캔 사이클 평면 |
| S | 스핀들 속도 |
| 티 | 도구 선택 |
| U | 기계의 U축 |
| V | 기계의 V축 |
| 서 | 기계의 W축 |
| X | 기계의 X축 |
| Y | 기계의 Y축 |
| Z | 기계의 Z축 |
| / | 블록 삭제 |
| () | 댓글 |
| ; | 댓글 |
| MSG, | 메시지 |