

CNC 기계

산업 제조
Fanuc G85 보링 사이클은 Fanuc G85 리밍 사이클이라고도 합니다.
Fanuc G85 보링 사이클은 리밍 작업에 사용할 수 있습니다.
공구가 피드를 사용하여 끝 깊이까지 아래로 이동하고 피드를 사용하여 인출면을 후퇴시킵니다.
G85 X Y Z R F K
X Y – 홀 위치
Z – 보링 깊이(절대).
R – 홀 위 공구 시작 위치.
F – 절삭 이송 속도
K – 반복 횟수(필요한 경우) )
Fanuc G85 보링 사이클
1 – X 및 Y 축을 따라 포지셔닝한 후 지점 R까지 급속 이송이 수행됩니다.
2 – 지정된 피드 F를 사용하여 지점 R에서 끝 깊이 지점 Z까지 보링/리밍이 수행됩니다.
3 – 피드 F로 깊이 Z를 완료한 후 도구는 동일한 피드 F로 돌아갑니다.
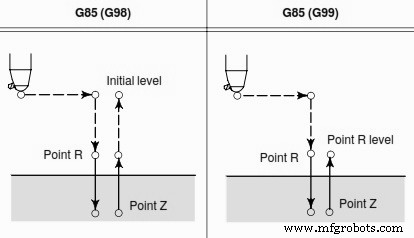
복귀 평면은 G98, G99 G 코드에 따라 다릅니다.
G98이 G85 보링 사이클로 지정되면 공구는 초기 레벨로 돌아갑니다.
G99가 지정되면 공구는 R 레벨로 복귀합니다.
M3 S100 G90 G99 G85 X300. Y–250. Z–150. R–120. F120. Y–550. Y–750. X1000. Y–550. G98 Y–750. G80 G28 G91 X0 Y0 Z0 M5
CNC 기계
CNC 기계공을 위한 CNC 밀 프로그램 예. CNC 밀 프로그래밍 예 CNC 프로그램 G0 X-60 Y0G1 X-70 (P1)G2 X-25.02 Y25.97 R30 (P2)G1 X2.46 Y10.13 (P3)G3 X8.5 Y10.92 R5 (P4)G1 X18.79 Y21.21 (P5)G2 X25.13 Y-26.05 I21.21 J-21.21 (P6)G1 X-5 Y-8.66 (P7)G3 X-12.14 Y-11.13 R5 (P8)G2 X-70 Y0 R30 (P1)G1 X-60 G M S T 코드 설명 코드 설명 G00 빠른
Fanuc G33 스레드 커팅 피팅 도구(보링 또는 페이싱 헤드)를 사용하여 스레드를 절단할 수 있습니다. 참고 피드 및 스핀들 오버라이드 스위치는 G33(100%) 동안 활성화되지 않습니다. 프로그래밍 N... G33 Z... F.. 매개변수 매개변수 설명 F 나사산 피치[mm] Z 스레드 깊이