

CNC 기계

산업 제조
제출자:Brian
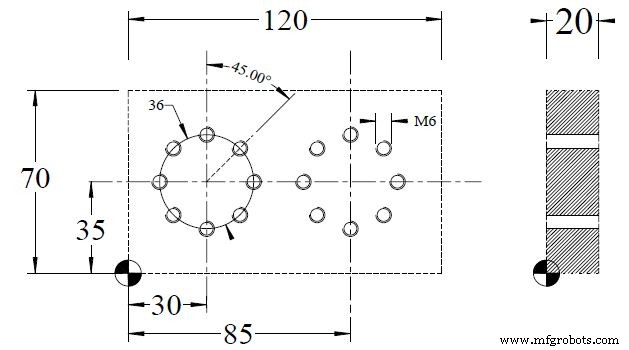
0 BEGIN PGM 10124 MM 1 BLK FORM 0.1 Z X+0 Y+0 Z-20 2 BLK FORM 0.2 X+120 Y+70 Z+0 3 TOOL DEF 1 4 TOOL DEF 2 5 TOOL DEF 3 6 TOOL CALL 1 Z S500 7 L M6 8 L M13 9 CYCL DEF 1.0 PECKING 10 CYCL DEF 1.1 SET UP 2 11 CYCL DEF 1.2 DEPTH -2 12 CYCL DEF 1.3 PECKG -2 13 CYCL DEF 1.4 DWELL 0 14 CYCL DEF 1.5 F200 15 CYCL DEF 220 POLAR PATTERN Q216 = 30 ;CENTRE IN 1ST AXIS Q217 = 35 ;CENTER IN 2ND AXIS Q244 = 36 ;PITCH CIRCLE DIAMETR Q245 = 0 ;STARTING ANGLE Q246 = 360 ;STOPPING ANGLE Q247 = 0 ;STEPPING ANGLE Q241 = 8 ;NR OF REPETITIONS Q200 = 2 ;SET-UP CLEARANCE Q203 = 0 ;SURFACE COORDINATE Q204 = 100 ;2ND SET-UP CLEARANCE 16 CYCL DEF 220 POLAR PATTERN Q216 = 85 ;CENTRE IN 1ST AXIS Q217 = 35 ;CENTER IN 2ND AXIS Q244 = 36 ;PITCH CIRCLE DIAMETR Q245 = 0 ;STARTING ANGLE Q246 = 360 ;STOPPING ANGLE Q247 = 0 ;STEPPING ANGLE Q241 = 8 ;NR OF REPETITIONS Q200 = 2 ;SET-UP CLEARANCE Q203 = 0 ;SURFACE COORDINATE Q204 = 100 ;2ND SET-UP CLEARANCE 17 TOOL CALL 2 Z S1000 18 L M6 19 L M13 20 CYCL DEF 1.0 PECKING 21 CYCL DEF 1.1 SET UP 2 22 CYCL DEF 1.2 DEPTH -20 23 CYCL DEF 1.3 PECKG 10 24 CYCL DEF 1.4 DWELL 0 25 CYCL DEF 1.5 F200 26 CYCL DEF 220 POLAR PATTERN Q216 = 30 ;CENTRE IN 1ST AXIS Q217 = 35 ;CENTER IN 2ND AXIS Q244 = 36 ;PITCH CIRCLE DIAMETR Q245 = 0 ;STARTING ANGLE Q246 = 360 ;STOPPING ANGLE Q247 = 0 ;STEPPING ANGLE Q241 = 8 ;NR OF REPETITIONS Q200 = 2 ;SET-UP CLEARANCE Q203 = 0 ;SURFACE COORDINATE Q204 = 100 ;2ND SET-UP CLEARANCE 27 CYCL DEF 220 POLAR PATTERN Q216 = 85 ;CENTRE IN 1ST AXIS Q217 = 35 ;CENTER IN 2ND AXIS Q244 = 36 ;PITCH CIRCLE DIAMETR Q245 = 0 ;STARTING ANGLE Q246 = 360 ;STOPPING ANGLE Q247 = 0 ;STEPPING ANGLE Q241 = 8 ;NR OF REPETITIONS Q200 = 2 ;SET-UP CLEARANCE Q203 = 0 ;SURFACE COORDINATE Q204 = 100 ;2ND SET-UP CLEARANCE 28 TOOL CALL 3 Z S500 29 L M6 30 L M13 33 CYCL DEF 2.0 TAPPING 34 CYCL DEF 2.1 SET UP 2 35 CYCL DEF 2.2 DEPTH -20 36 CYCL DEF 2.3 DWELL 0 37 CYCL DEF 2.4 F475 32 CYCL DEF 220 POLAR PATTERN Q216 = 30 ;CENTRE IN 1ST AXIS Q217 = 35 ;CENTER IN 2ND AXIS Q244 = 36 ;PITCH CIRCLE DIAMETR Q245 = 0 ;STARTING ANGLE Q246 = 360 ;STOPPING ANGLE Q247 = 0 ;STEPPING ANGLE Q241 = 8 ;NR OF REPETITIONS Q200 = 2 ;SET-UP CLEARANCE Q203 = 0 ;SURFACE COORDINATE Q204 = 100 ;2ND SET-UP CLEARANCE 33 CYCL DEF 220 POLAR PATTERN Q216 = 85 ;CENTRE IN 1ST AXIS Q217 = 35 ;CENTER IN 2ND AXIS Q244 = 36 ;PITCH CIRCLE DIAMETR Q245 = 0 ;STARTING ANGLE Q246 = 360 ;STOPPING ANGLE Q247 = 0 ;STEPPING ANGLE Q241 = 8 ;NR OF REPETITIONS Q200 = 2 ;SET-UP CLEARANCE Q203 = 0 ;SURFACE COORDINATE Q204 = 100 ;2ND SET-UP CLEARANCE 34 TOOL CALL 0 35 L M6 36 L M30 37 END PGM 10124 MM
CNC 기계
제출자:기계공 그림/이미지 CNC 프로그램 0 BEGIN PGM 10112 MM1 BLK FORM 0.1 Z X+0 Y+0 Z-402 BLK FORM 0.2 X+100 Y+100 Z+03 TOOL DEF 14 TOOL CALL 1 Z S10005 L M66 L X-20 Y-20 R0 FMAX M37 L Z-20 FMAX8 APPR ?9 CC X+50 Y+5010 LP PR+40 PA+18011 LP PA+12012 LP PA+6013 LP PA+014 LP PA-6015 LP PA-12016 LP PA-18017 L Y+12018
제출자:기계공 그림/이미지 CNC 프로그램 0 BEGIN PGM 10110 MM1 BLK FORM 0.1 Z X+0 Y+0 Z-402 BLK FORM 0.2 X+100 Y+100 Z+03 TOOL DEF 14 TOOL CALL 1 Z S10005 L M66 L X+60 Y+120 R0 FMAX M37 L Z-20 FMAX8 APPR?9 CR X+60.562 Y+29.998 R+20 DR-10 CR X+29.373 Y+20.995 R+75 DR+11 CR X+16.026 Y+34.435 R+10 DR-12 CR X+51.927 Y+