

산업기술

산업 제조
이 단원을 마치면 다음을 수행할 수 있어야 합니다.
• 절입 깊이를 결정하십시오.
• 올바른 실 자르는 방법을 설명합니다.
• 평면의 피치, 깊이, 작은 지름, 너비를 계산하는 방법을 설명합니다.
• 올바른 rpm을 설정하는 방법을 설명합니다.
• 올바른 퀵 체인지 기어박스를 설정하는 방법을 설명합니다.
• 올바른 컴파운드 레스트를 설정하는 방법을 설명합니다.
• 올바른 도구 비트를 설정하는 방법을 설명합니다.
• 두 다이얼에서 복합 및 교차 급지를 모두 0으로 설정하는 방법을 설명합니다.
• 스레딩 작업을 설명합니다.
• 리밍을 설명합니다.
• 도구 비트를 연마하는 방법을 설명합니다.
선반에서 나사 절단은 공작물에 균일한 단면의 나선형 융기를 생성하는 프로세스입니다. 이것은 필요한 나사산 형태와 동일한 모양의 나사산 도구비트로 연속 절단을 수행하여 수행됩니다.
연습 연습:
1. 이 실 끼우기 연습을 위해서는 바깥쪽 트레드 지름으로 바뀌는 둥근 재료가 필요합니다.
2. 절단 도구 또는 특수 연마 도구를 사용하여 단일 깊이에 0.005인치를 더한 것과 동일한 트레드의 언더컷을 만드십시오.
3. 아래 공식은 통합 스레드를 수행하기 위한 단일 깊이를 제공합니다.
d =P x 0.750
d =단일 깊이
P =피치
n =인치당 스레드 수(TPI)
절입 깊이 =.75 / n
선반에서 올바른 나사산을 자르려면 먼저 나사산이 적절한 치수를 갖도록 계산해야 합니다. 다음 도표와 공식은 나사산 치수를 계산할 때 도움이 됩니다.
예:¾-10 NC 스레드의 피치, 깊이, 작은 지름 및 플랫 너비를 계산합니다.
P = 1 / n = 1 / 10 = 0.100인치
깊이 = .7500 x 피치 = .7500 x .100 = .0750인치
단경 = 주요 지름 – (D + D) = .750 – (.075 + .075) = 0.600인치
평면 너비 = P / 8 = (1 / 8) x (1/10) = 0.0125인치
스레딩 절차:
1. 회전에 사용되는 속도의 약 1/4로 속도를 설정합니다.
2. 나사산에 필요한 피치에 대해 퀵 체인지 기어박스를 설정합니다. (인치당 스레드 수)
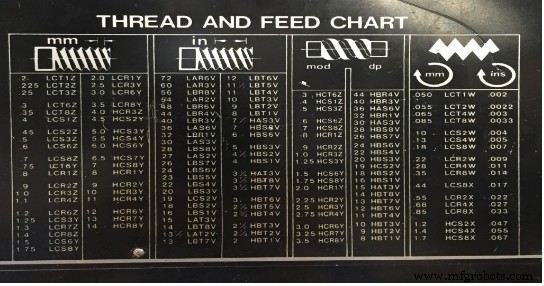
그림 1. 스레드 및 피드 차트
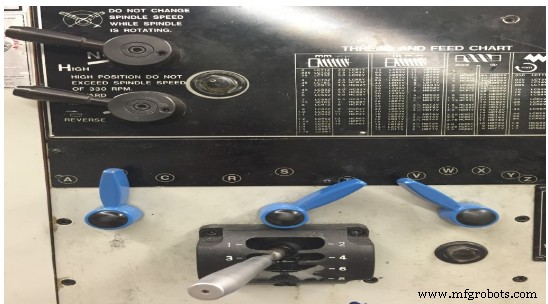
그림 2. 기어박스 설정
3. 오른쪽 나사산의 경우 컴파운드 레스트를 오른쪽으로 29도로 설정합니다.

그림 3. 29도
4. 60도 스레딩 툴비트를 설치하고 선반의 중심점에 높이를 설정합니다.
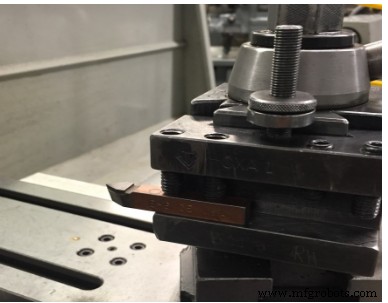
그림 4. 60도 스레딩 도구
5. 나사 게이지를 사용하여 공구 비트와 작업에 직각을 설정합니다.
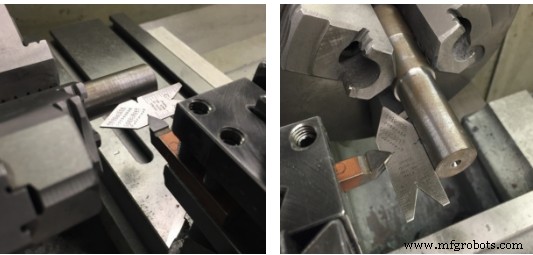
그림 5. 센터 게이지를 사용하여 도구 위치 지정 나사 가공용
6. 레이아웃 솔루션을 사용하여 스레드할 영역을 코팅합니다.

그림 6. 레이아웃
7. 컴파운드와 크로스 피드를 모두 사용하여 나사산 도구를 부품 위로 이동합니다. 양쪽 다이얼에서 마이크로미터를 0으로 설정합니다.
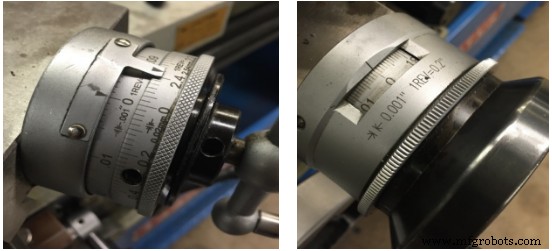
그림 7. 합성 그림 피>
8. 교차 이송을 작업에서 백 도구로 이동하고 캐리지를 부품 끝으로 이동하고 교차 이송을 0으로 재설정합니다.
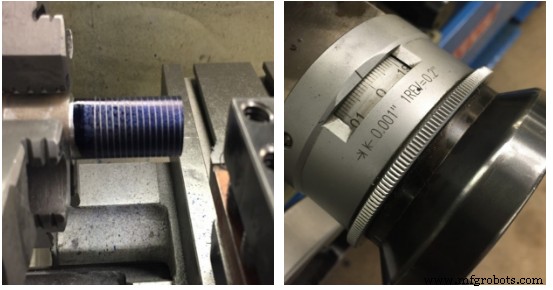
그림 9. 부품의 끝 및 교차 피드 제로
9. 복합 마이크로미터만 사용하여 0.001~0.002인치로 공급합니다.
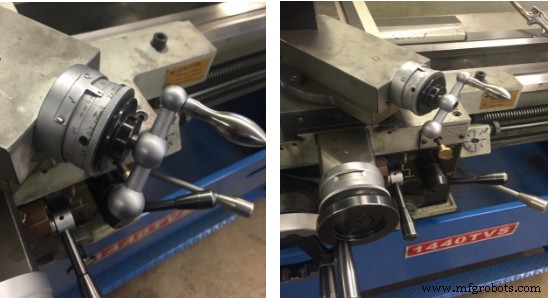
그림 10:0.002인치의 복합 피드
10. 선반을 켜고 하프 너트를 맞춥니다.

그림 11:켜기/끄기 레버 및 하프 너트
11. 절삭유가 없는 부분에 스크래치 컷을 합니다. 절단 끝에서 하프 너트를 풀고 선반을 중지한 다음 교차 이송을 사용하여 공구를 뒤로 빼냅니다. 캐리지를 시작 위치로 되돌립니다.

그림 12. 시작 위치
12. 나사 피치 게이지 또는 규칙을 사용하여 나사 피치를 확인합니다. (인치당 스레드 수)

그림 13. 나사 피치 게이지 4 그림 1 게이지(10)
13. 절삭유를 사용하여 첫 번째 패스를 위해 화합물을 0.005~0.020인치로 공급합니다. 최종 크기에 가까워지면 절단 깊이를 0.001~0.002인치로 줄이십시오.
14. 공구가 마감 깊이의 0.010인치 내에 있을 때까지 이 과정을 계속하십시오.
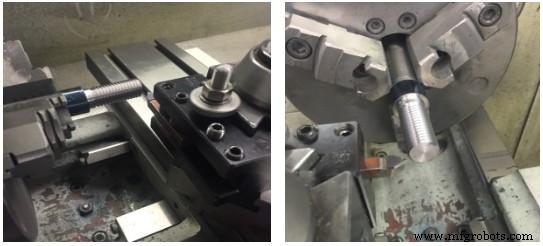
그림 15. 스레딩 작업
15. 나사산 마이크로미터, 나사 게이지 또는 3선식 시스템을 사용하여 크기를 확인합니다.

그림 16. 3선 측정
16. 스레드의 끝을 모따기하여 손상을 방지합니다.
리머는 드릴된 구멍 또는 보어를 지정된 크기의 구멍으로 빠르고 정확하게 마무리하고 우수한 표면 조도를 생성하는 데 사용됩니다. 리머는 많은 재료를 제거하도록 설계되지 않았기 때문에 완성된 크기의 0.005~0.015인치 이내로 구멍을 뚫거나 구멍을 뚫은 후에 리밍을 수행할 수 있습니다.
공작물은 주축대 스핀들의 척에 장착되고 리머는 심압대에 의해 지지됩니다.
머신 리밍 선반 속도는 드릴링 속도의 약 1/2이어야 합니다.
핸드 리머로 리밍
손으로 뚫을 구멍은 필요한 완성 크기의 0.005인치 이내여야 합니다.
공작물이 척의 주축대 스핀들에 장착되고 공작물이 정확하게 설정되면 주축대 스핀들이 잠깁니다. 핸드 리머는 조정 가능한 리머 렌치에 장착되고 심압대 중앙으로 지지됩니다. 렌치가 손으로 회전함에 따라 심압대 핸드휠을 돌려 핸드 리머가 동시에 구멍에 공급됩니다. 리밍에 절삭유를 충분히 사용하십시오.
머신 리머로 리밍하기
머신 리머로 구멍을 뚫거나 완성된 크기의 0.010인치 이내로 구멍을 뚫어야 머신 리머가 커터 비트 표시만 제거하면 됩니다. 리밍에 절삭유를 충분히 사용하십시오.
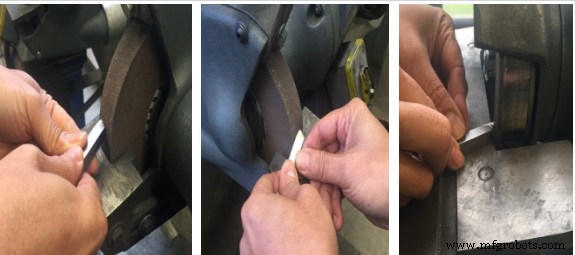
절차:
1. 그라인더 도구 세트에서 손을 지지하면서 도구 비트를 단단히 잡습니다.
2. 절삭날 각도를 연마하기 위해 적절한 각도로 공구 비트를 잡으십시오. 동시에 공구 비트의 바닥을 휠 쪽으로 기울이고 절삭날의 측면 릴리프 또는 여유각을 10도 연마합니다. 절단 날은 길이가 약 0.5인치이고 도구 비트 너비의 약 1/4 이상이어야 합니다.
3. 공구 비트를 연삭하는 동안 연삭 휠의 면을 가로질러 공구 비트를 앞뒤로 움직입니다. 이는 연삭을 가속화하고 휠에 홈이 생기는 것을 방지합니다.
4. 공구 비트는 연삭 작업 중에 물에 담그어 자주 냉각해야 합니다. 공구 비트를 과열하지 마십시오.
5. 끝 절단 각도는 측면 절단 날과 90도보다 약간 작은 각도를 형성하도록 연마하십시오. 끝단 절삭날 각도와 끝단 릴리프 각도 15도가 동시에 연마되도록 공구를 잡으십시오.
6. 툴 비트가 툴 홀더에 있을 때 엔드 릴리프의 양을 확인하십시오.
7. 공구 비트의 상단을 휠 축에 대해 약 45도 각도로 잡고 측면 갈퀴를 약 14도 연마합니다.
8. 동일한 전면 및 측면 여유각을 유지하면서 절삭 공구 지점에서 약간의 반경을 연마합니다.
연마 전면 > P 연마
선반 도구 비트는 일반적으로 4가지 재료로 만들어집니다.
1. 고속 강철
2. 주조 합금
3. 초경합금
4. 도자기
이러한 각 재료가 가지고 있는 속성은 다르며 각각의 적용은 가공되는 재료와 기계의 상태에 따라 다릅니다.
선반 도구 비트는 다음 속성을 가져야 합니다.
1. 그들은 단단해야 합니다.
2. 내마모성이 있어야 합니다.
3. 절단 작업 중에 발생하는 고온을 견딜 수 있어야 합니다.
4. 절단 작업 중 충격을 견딜 수 있어야 합니다.
선반에 사용되는 절단 도구는 일반적으로 한 끝이 뾰족한 절단 도구이며 도구의 모양은 다양한 용도에 따라 변경됩니다. 동일한 명칭이 모든 절삭 공구에 적용됩니다.
절차:
1. 베이스:도구 자루의 바닥면.
2. 커팅 에지:커팅을 수행하는 도구 비트의 앞쪽 가장자리입니다.
3. 면:칩이 워크에서 분리될 때 지지하는 표면입니다.
4. 플랭크:절삭날에 인접하고 절삭날 아래에 있는 공구의 표면입니다.
5. 노즈:절삭날과 전면의 접합부에 의해 형성되는 절삭공구의 선단
6. 노즈 반경:노즈가 연마되는 반경. 반경의 크기는 마무리에 영향을 미칩니다. 러프 컷의 경우 1/16인치 노즈 반경이 사용됩니다. 마무리 절단의 경우 1/16 ~ ⅛인치 노즈 반경이 사용됩니다.
7. 포인트:절단을 위해 연마된 도구의 끝입니다.
8. 섕크:도구 비트의 몸체 또는 도구 홀더에 고정된 부품입니다.
9. 선반 도구 비트 각도 및 여유 공간
공구 비트의 적절한 성능은 공구 비트에 연마되어야 하는 여유 공간과 경사각에 따라 달라집니다. 이러한 각도는 재료마다 다르지만 명칭은 모든 도구 비트에 대해 동일합니다.
• 측면 절삭 날 각도:절삭 날이 공구 자루의 측면과 형성하는 각도. 이 각도는 절단되는 재료에 따라 10도에서 20도 사이일 수 있습니다. 각도가 30도를 초과하면 도구가 떨리는 경향이 있습니다.
• 끝 절삭날 각도. 끝 절삭날과 공구 비트의 중심선에 직각인 선이 이루는 각도입니다. 이 각도는 원하는 절단 및 마감 유형에 따라 5도에서 30도 사이가 될 수 있습니다. 황삭 절삭의 경우 5~15도 각도, 15~30도 사이의 각도는 범용 선삭 공구에 사용됩니다. 각도가 클수록 도그 또는 척 가까이에서 가볍게 절단하거나 어깨로 돌릴 때 절단 도구를 왼쪽으로 회전할 수 있습니다.
• 측면 릴리프(간격) 각도:절삭날 아래의 도구 측면에서 연마된 각도입니다. 이 각도는 6도에서 10도일 수 있습니다. 공구 비트의 측면 여유 공간은 절삭 공구가 회전 작업으로 길이 방향으로 전진하도록 하고 측면이 공작물에 마찰되는 것을 방지합니다.
• End Relief(간격) 각도:절삭 공구가 작업물에 공급될 수 있도록 하는 공구 비트의 노즈 아래에 연마된 각도입니다. 이 각도는 범용 절단의 경우 10~15도일 수 있습니다. 이 각도는 공구 비트가 공구 홀더에 고정되어 있을 때 측정해야 합니다. 엔드 릴리프 각도는 경도, 재료 유형 및 절단 유형에 따라 다릅니다. 끝 릴리프 각도는 더 단단한 재료의 경우 더 작아서 절삭날 아래에 지지를 제공합니다.
• 측면 경사각:면이 절삭날에서 떨어져 연마되는 각도입니다. 이 각도는 범용 공구 비트의 경우 14도일 수 있습니다. 측면 갈퀴는 더 날카로운 절삭날을 중앙에 배치하여 칩이 빠르게 빠져나갈 수 있도록 합니다. 부드러운 재질의 경우 일반적으로 측면 경사각이 증가합니다.
• 후방(상단) 갈퀴:노즈에서 멀어지는 도구 면의 후방 경사. 이 각도는 약 20도일 수 있으며 도구 홀더에 제공됩니다. 백 레이크는 칩이 절삭 공구의 지점에서 멀리 흐를 수 있도록 합니다.
1. ¼-20 탭의 피치는 무엇입니까?
2. 통합 스레드를 위해 컴파운드를 어느 각도로 돌려야 합니까?
3. 질문 2에서 컴파운드를 회전하는 이유를 설명하십시오.
4. UNF ½-20 나사의 나사산 깊이는 얼마입니까?
5. 왼손 실을 어떻게 만드시겠습니까? 이것은 읽기에서 다루지 않습니다. 생각해 보셨습니까?
6. 실을 자르는 데 어떤 도구 비트를 사용합니까?
7. 센터 게이지에 대해 설명해 주십시오.
8. 스레드 피치(Thread Per Inch)를 확인하기 위해 무엇을 사용합니까?
9. 첫 번째이자 마지막 단계인 화합물을 얼마나 공급해야 합니까?
10. 도구 비트를 만드는 데 사용되는 4가지 재료의 이름을 지정하십시오.
이 장은 다음 소스에서 파생되었습니다.
산업기술
의심의 여지가 있는 Fanuc은 가장 널리 사용되고 이해되는 CNC 제어입니다.Fanuc은 밀, 선반 등과 같은 다양한 기계에 사용됩니다. 화낙 21TB 따라서 때때로 G 코드를 처리하는 동안 Fanuc G 코드 그룹(또는 Fanuc G 코드 그룹 유형) A, B, C와 같은 흥미로운 일이 발생합니다. cnc 제어.하지만 다른 Fanuc 제어 모델에서는 G78 스레딩 주기를 볼 수 있습니다.대부분 작업은 G76 스레딩 주기와 동일하며 G78 스레딩 주기와 동일하게 작동합니다. A,B,C 그룹 G 코드가 포함된 전체 Fanuc
제출자:Brian 요약 구성 요소의 나사산을 절단하는 매우 간단하고 기본적인 CNC 선반 프로그램입니다.이 프로그램은 G33 Threading G-Code를 사용하여 나사산을 절단합니다.여기서는 하나의 절단만 프로그래밍되며 필요한 만큼 절단을 추가할 수 있습니다. 귀하의 상황과 자료에 따라. 그림/이미지 CNC 프로그램 %N10 T103 M06N20 G97 S640 M03N30 G00 X36.93 Z7.5 M08N40 G33 K2.5 Z-52N50 G00 X45N60 Z7.5N70 X200 Z200 M09N80 M30