

산업용 장비

산업 제조
3조 척은 CNC 터닝 센터에서 가장 많이 사용되는 워크홀딩 장치 중 하나입니다. 척의 마스터 죠에 탑 툴링(일반적으로 하드 또는 소프트 죠)을 부착하는 두 가지 일반적인 방법은 퀵 체인지 시스템과 티 너트입니다.
퀵 체인지 시스템은 부착 키를 반 바퀴 돌려 각 조를 제거 및 부착하는 것을 단순화하지만 톱니 사이에 큰 피치 거리를 남겨둡니다. 이는 정확한 턱 배치에 문제를 일으키고 종종 부드러운 턱을 보링할 때 더 많은 재료 제거가 필요합니다.
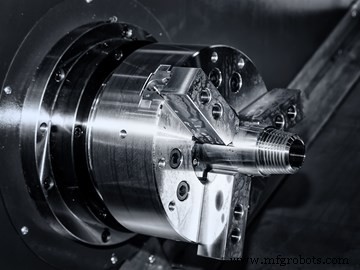
사진 제공:게티 이미지
T형 너트를 사용하려면 죠당 하나의 너트가 필요하고 각각 2개의 소켓 헤드 캡 나사로 고정해야 합니다. 이 방법의 톱니 모양 피치는 더 작아서 배치를 위한 더 미세한 해상도를 허용합니다. 그러나 피치가 너무 작고 마스터 죠에 많은 톱니가 있기 때문에 작업자가 첫 번째 시도에서 세 개의 죠를 모두 올바른 톱니에 배치하기 어려울 수 있습니다. 이 과정에서도 6개의 나사를 조여야 하므로 턱 배치가 지루하고 시간이 많이 소요될 수 있습니다.
3-죠 척의 마스터 죠에 미세한 톱니가 있고 각 죠가 2개의 소켓 헤드 캡 나사로 고정되어 있는 경우 죠 마운팅이 예상보다 오래 걸릴 수 있습니다. 특히 초급 작업자의 경우 그렇습니다. 죠가 마침내 올바른 톱니 모양에 들어간 후 아무도 죠 장착 위치를 문서화하지 않으면 시간이 복잡해집니다. 작업자는 작업을 실행할 때마다 이 지루한 작업을 반복해야 합니다.
아래에 설명된 위치 지정 기술은 전용 죠에 가장 적합합니다. 반복 작업에 사용되는 턱입니다. 생산 실행을 완료한 후에는 작업이 다시 실행될 때까지 전용 조가 따로 보관됩니다.
저가의 고품질 레이저 포인터는 죠 마운팅 프로세스를 간소화할 수 있습니다. 레이저 포인터의 미세한 빔은 작업자가 각 턱을 장착해야 하는 위치를 목표로 하는 작은 지점을 생성합니다. 이렇게 하면 작업자가 톱니 수를 세지 않아도 되며 턱 장착에서 추측 작업이 필요하지 않습니다.
즉, 작업자는 레이저 포인터가 Z축을 따라 척을 가리키도록 기계의 터렛에 올바르게 장착하는 방법도 찾아야 합니다. 원형 레이저 포인터를 장착하는 한 가지 방법은 보링 바 홀더의 구멍에 배치하는 것입니다. 하지만 이를 위해서는 작업자가 레이저 포인터 전용 터렛 스테이션을 지정해야 합니다. 이 상황에서 포탑에 레이저를 영구적으로 보관하면 작업장에서 레이저가 필요할 때마다 교체 및 제거를 줄이는 동시에 시간을 절약할 수 있습니다. 그러나 작업자는 프로그램 실행으로 인해 생성되는 냉각수와 파편으로부터 레이저를 보호해야 합니다.
레이저 포인터를 장착한 후 작업자는 원하는 턱 위치로 위치를 보정해야 합니다. 그렇게 하는 한 가지 방법은 일반적으로 죠 세트를 장착하는 것이며, 죠가 장착된 상태에서 작업자는 FANUC CNC "머신" 위치 페이지의 X축 레지스터(또는 다른 제조업체의 기계에서 이에 상응하는 항목)를 모니터링하여 학습할 수 있습니다. 기계의 기준 위치에서 X축 위치입니다.
최고의 정확도를 위해 작업자는 턱을 닫고(외부 클램핑을 위해 안쪽으로) 레이저 포인터를 켜야 합니다. 기계의 핸드휠을 사용하여 X축을 죠의 클램핑 표면에 레이저 빔이 있는 위치로 가져와야 합니다. 이 때 "Machine" 위치 페이지의 X축 레지스터에는 X축 기준점으로부터의 거리(직경)가 표시되어야 합니다. 이 예에서는 X축 레지스터가 -8.3735인치의 값을 표시한다고 말합니다. CNC 프로그램에 다음 명령을 추가하여 나중에 사용할 수 있도록 위치를 저장합니다(추가된 명령을 기억하려면 이 프로그램을 저장해야 합니다).
다음에 작업자가 작업을 실행할 때 N999 시퀀스로 스캔하고 거기에서 프로그램을 실행합니다. 기계가 자동으로 레이저 포인터를 턱 장착 위치로 이동하고 정지합니다.
또는 작업자는 죠를 장착하기 전에 원하는 죠 장착 직경으로 이동하도록 빔을 프로그래밍하여 레이저 포인터를 보정할 수 있습니다. 이 방법에서 작업자는 레이저 빔이 X축 기준 위치에 있을 때 가리키는 직경을 결정한 다음 죠 장착 직경(클램핑 위치에 죠가 있는 경우)을 계산해야 합니다. 작업자는 죠가 중간 지점에서 부품에 고정되도록 하기 위해 죠 스트로크를 알아야 합니다. 두 직경을 모두 알고 있는 경우 기준 위치 직경에서 죠 장착 직경을 빼면 위에 표시된 특수 시퀀스의 U-워드 값이 제공됩니다(U-워드는 음수이지만).
산업용 장비
3D 프린팅은 특별히 빠른 프로세스는 아닙니다. 일부 작은 모델은 프린팅하는 데 영원처럼 느껴질 수 있습니다(저는 방금 37시간이 걸린 모델을 프린팅했습니다). 그러나 특히 인쇄 품질을 저하시키지 않고 프로세스 속도를 높일 수 있는 방법이 있습니까? 이 기사에서는 슬라이서에서 조정할 수 있는 다양한 설정을 살펴보고 인쇄를 완료하는 데 걸리는 시간, 인쇄 품질을 유지하는 방법(약간), 모든 일이 이루어지도록 하십시오. 자, 더 이상 고민하지 말고 시작하겠습니다! 속도 대 품질 주어진 속도를 처리하는 기계의 능력은 속도가 인쇄
사용 가능한 가장 일관되고 정확하며 유연한 제조 방법 중 하나이지만 CNC 머시닝은 엄청나게 비쌀 수 있어 일부 제품 팀이 기술을 탐색하지 못하게 할 수 있습니다. 그러나 CNC 가공 비용에 영향을 미치는 요소를 이해하면 이러한 비용을 낮추고 기술에 더 쉽게 접근할 수 있습니다. 일반적으로 가공 시간은 비용의 주요 동인입니다. 부품을 가공하는 데 시간이 오래 걸릴수록 비용이 더 많이 듭니다. 가공 시간 외에도 설계, 공정 계획 및 CAD 파일 준비와 관련된 시작 비용이 있습니다. 제품 디자인 팀은 재료 가격과 재료 사용 용이성에