Siemens Sinumerik 840D 나사 절삭 사이클 CYCLE97
Sinumerik 840D 나사 절삭 사이클 CYCLE97 원통형 및 테이퍼형 외부 및 내부 나사를 종방향 또는 정면 가공에서 일정한 피치로 가공할 수 있습니다. 스레드는 단일 또는 다중일 수 있습니다. 다중 스레드를 사용하면 개별 스레드 턴이 차례로 가공됩니다.
인피드는 자동입니다. 절삭당 일정한 인피드 또는 절삭의 일정한
단면
을 선택할 수 있습니다.
오른 나사 또는 왼 나사는 스핀들의 회전 방향에 의해 결정되며
사이클 시작 전에 프로그래밍해야 합니다.
이송 속도나 스핀들 오버라이드는 나사 이동 블록에 영향을 주지 않습니다. 스핀들 오버라이드는 나사 가공 중에 변경하면 안 됩니다.
Sinumerik CYCLE97 형식
CYCLE97(PIT, MPIT, SPL, FPL, DM1, DM2, APP, ROP, TDEP, FAL, IANG, NSP, NRC, NID, VARI, NUMT, _VRT)
Sinumerik CYCLE97 매개변수 설명
Siemens Sinumerik 840D 나사 절삭 사이클 CYCLE97
PIT(나사산 피치)
값으로 스레드 피치(부호 없이 입력). 스레드 피치는 축 평행 값이며 부호 없이 지정됩니다.
MPIT(스레드 크기로서의 스레드 피치)
스레드 크기로 스레드 피치. 메트릭 원통형 스레드를 생성하기 위해
를 통해 스레드 시작을 스레드 크기로 지정할 수도 있습니다.
파라미터 MPIT(M3 ~ M60)
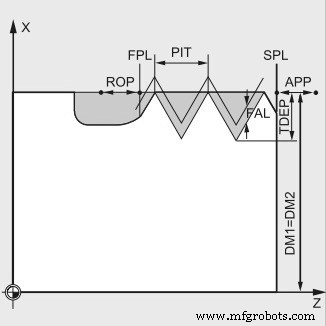
SPL(스레드 시작점 종방향)
종축의 스레드 시작점
FPL(나사산 끝점 세로)
종축의 스레드 끝점
DM1(나사산 시작 직경)
시작점의 나사 직경
DM2(스레드 끝 직경)
끝점의 스레드 직경
APP(실행 경로)
런인 경로(기호 없이 입장)
ROP(런아웃 경로)
런아웃 경로(기호 없이 입력)
TDEP(스레드 깊이)
스레드 깊이(기호 없이 입력)
FAL(마무리 수당)
마무리 공차(기호 없이 입력). 정삭 여유 FAL은 황삭 후 한 번에 제거됩니다.
IANG(인피드 각도)
인피드 각도(플랭크에서 플랭크 인피드의 경우 "+")(플랭크 인피드가 교대되는 경우 "–")
직각으로 인피드하려는 경우 스레드의 절단 방향에 대해 이 매개변수의 값을 0으로 설정해야 합니다. .
즉, 매개변수 목록에서 매개변수를 생략할 수도 있습니다. 이 경우 기본적으로 자동으로 0이 로드되기 때문입니다.
측면을 따라 인피드하려는 경우 , 이 매개변수의 절대값은 최대 측면 각도의 절반에 달할 수 있습니다. 도구의
NSP(시작점 오프셋)
첫 번째 나사 회전에 대한 시작점 오프셋(부호 없이 입력). 이 매개변수를 사용하면 회전 부품의 원주에서 첫 번째 스레드 시작의 첫 번째 절단 지점을 정의하는 각도 값을 프로그래밍할 수 있습니다. 시작점 오프셋입니다.
이 매개변수는 0.0001~+359.9999도 사이의 값을 가정할 수 있습니다.
시작점 오프셋이 지정되지 않았거나 매개변수 목록에서 매개변수가 생략된 경우 첫 번째 스레드 회전은 자동으로 0도 표시에서 시작됩니다.
NRC(황삭 컷 수)
황삭 컷 수(기호 없이 입력)
NID(유휴 컷 수)
유휴 패스 수(기호 없이 입력)
VARI(가공 유형)
나사 가공 유형 정의(1 … 4)
VARI 매개변수를 사용하여 가공이 내부 또는 외부인지 여부를 정의합니다. .
황삭 중에 인피드를 가공할 기술입니다.
VARI 매개변수는 다음과 같은 의미로 1에서 4 사이의 값을 가정할 수 있습니다.
1 =외부 상수 인피드
2 =내부 상수 인피드
3 =외부 상수 절삭 단면
4 =내부 상수 절삭 단면
NUMT(스레드 회전 수)
스레드 회전 수(부호 없이 입력).
NUMT 매개변수를 사용하여 다중 스레드에 대한 스레드 시작 수를 지정합니다.
단일 회전 스레드의 경우 , 매개변수는 0으로 할당되어야 합니다. 또는 완전히 삭제할 수 있습니다. 매개변수 목록에 있습니다.
나사 회전은 회전 부품의 둘레에 균등하게 분포됩니다.
첫 번째 실 회전은 NSP 매개변수에 의해 결정됩니다.
_VRT(후퇴 거리)
초기 직경을 기준으로 후퇴 거리 가변, 증분(부호 없이 입력).
_VRT =0(프로그래밍되지 않은 매개변수)인 경우 , 후퇴 경로는 1mm입니다. .
후퇴 경로는 항상 프로그래밍된 단위 체계, 인치 또는 미터법에 따라 측정됩니다.


