

CNC 기계

산업 제조
CNC 기계공이 Siemens Sinumerik 840D 드릴링 센터링 사이클 CYCLE81을 사용하는 방법을 보여주는 CNC 프로그래밍 예시 코드입니다.
아래 예제 코드는 CYCLE81 드릴링 싸이클을 사용한 다양한 드릴링 방법을 보여줍니다.
CYCLE81 (RTP, RFP, SDIS, DP, DPR)
RTP – 복귀 평면 또는 후퇴 평면(절대)
RFP – 기준 평면(절대)
SDIS – 안전 거리(부호 없이 입력)
DP – 최종 드릴링 깊이(절대)
DPR – 기준 평면에 상대적인 최종 드릴링 깊이(부호 없이 입력)
자세한 설명은 Sinumerik 840D CYCLE81 드릴링 센터링 사이클 프로그래밍을 참조하십시오.
아래의 이 프로그래밍 코드는 최종 드릴링 깊이 절대(DP) 및 기준면 기준(DPR)을 지정하는 두 가지 방법을 모두 사용합니다.
Sinumerik 840D CYCLE81 프로그래밍 예제
N10 G0 G90 F200 S300 M3 N20 D1 T3 Z110 N21 M6 N30 X40 Y120 N40 CYCLE81(110, 100, 2, 35) N50 Y30 N60 CYCLE81(110, 102, , 35) N70 G0 G90 F180 S300 M03 N80 X90 N90 CYCLE81(110, 100, 2, , 65) N100 M30
N10 드릴 속도, 방향 및 이송 등
N20 공구가 Z축의 시작점으로 이동합니다.
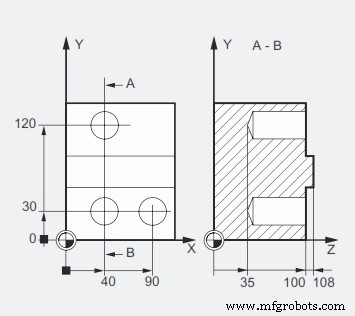
N30 첫 번째 드릴 위치 X40 Y120.
N40 드릴이 RFP + SDIS 위치에 빠르게 도달합니다. 100 + 2
35가 주어진 DP에 도달할 때까지 드릴링을 시작하고
110인 RTP로 후퇴합니다.
N50 다음 드릴 위치 Y30
N60 드릴은 RFP + SDIS 위치 102 + 0(SDIS 생략)에 빠르게 도달합니다.
35인 DP에 도달할 때까지 드릴을 시작하고 RTP는 110입니다.
N70 이송이 약간 변경되었습니다.
N80 드릴링 위치 X90
N90 드릴이 RFP + SDIS 위치 100 + 2에 빠르게 도달합니다.
절대 드릴링 깊이가 생략되었으므로
이제 cnc 제어가 계산합니다. Relative to reference point value(DPR)을 사용하여 최종 드릴링 깊이
최종 드릴 깊이(DPR) =기준 평면(RFP)위치 – 최종 깊이 포인트 위치 35(위 이미지의 치수 참조)
DPR =100 – 35
DPR =65
CNC 기계
제출자:기계공 그림/이미지 CNC 프로그램 0 BEGIN PGM 10116 MM1 BLK FORM 0.1 Z X+0 Y+0 Z-202 BLK FORM 0.2 X+100 Y+50 Z+203 TOOL DEF 14 TOOL CALL 1 Z S10005 L M66 CYCL DEF 1.0 PECKING7 CYCL DEF 1.1 SET UP 58 CYCL DEF 1.2 PLNGNG -209 CYCL DEF 1.3 DWELL 010 CYCL DEF 1.4 F???11 L X+20 Y+20 R0 FMAX M312 L Z+5 FMAX13 CYCL
Fanuc G87 방사형 드릴링 사이클 Fanuc G87 Radial Drilling Cycle은 전동 공구로 측면 방사형 드릴링 사이클을 활성화합니다. G87 방사형 드릴링 사이클 예시 공작물 영점에서 20mm 떨어진 곳에 4개의 방사형 홀 N34 …(turning of component)N35 M37N36 G28 C0N37 T101 (RADIAL BIT)N38 G54N39 M303 S2000N40 G94N41 G0 X55 Z5N42 Z-20 M8N43 C0 M20N44 G87 X40 F100N45 C90 M20N46 C1