

CNC 기계

산업 제조
CNC M-코드 M00은 cnc 기계에 의해 실행될 때 중간에 cnc 프로그램을 중지하는 데 사용됩니다.
블록에 M00이 나타나면 기계가 cnc 프로그램 실행을 중지합니다. 즉, 공구 이송과 스핀들 속도가 모두 중지됩니다.
M00은 cnc 기능을 따라 중지합니다.
M00은 CNC 프로그램을 중간에 정지(정지)하지만
M00은 CNC 기계 프로그램을 재설정하지 않습니다.
CNC 기계는 Tool Offset, Feedrate, Spindle Speed, Coordinate와 같은 활성 상태를 유지합니다. 데이터.

CNC M-Code M00 Program Stop은 CNC 프로그램 처리 중간에 부품 검사에 사용할 수 있습니다.
주기 시작 버튼을 누르면 다시, 기계는 M00 블록 이후 프로그램 블록에 의해 계속 실행됩니다.
프로그램이 일부 블록에서 실행될 때마다 기계를 정지시키려면 M00을 사용하면 됩니다.
M00은 일반적으로
와 같은 수동 개입에 사용됩니다.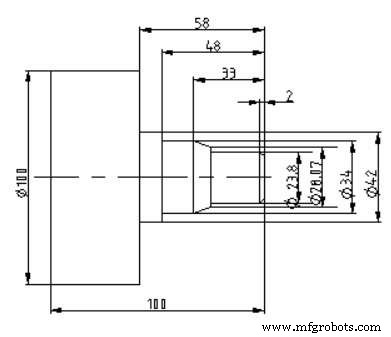
Fanuc G70 G71 황삭 및 정삭 선삭 사이클 프로그램 예
N10 T1 G97 S800 M03 N20 G00 X45 Z2 G42 N30 G71 U2 R1 N40 G71 P50 Q120 U0.25 W0.1 F0.25 N50 G00 X19.8 N60 G01 X23.8 Z-2 F0.2 N70 G01 Z-25 N80 G01 X28.07 N90 G01 X34 Z-33 N100 G01 Z-48 N110 G01 X42 N120 G01 Z-58 N130 G00 X100 Z100 N140 G92 S1200 N145 M00 N150 T3 G96 S150 M03 N160 G00 X45 Z3 N170 G70 P50 Q120 N180 G00 X100 Z100 N190 M30
위의 cnc 프로그래밍 예제에서 볼 수 있듯이 cnc 프로그램은 매번 블록 145에서 중지됩니다.
CNC 기계
제출자:CNC 프로그래머 그림/이미지 CNC 프로그램 N1 [PROFILE 5N2 $1M0X-54.8I205.Y-83.4J82.8N3 G17N4 O1N5 T1N6 F1000S1200M3N7 G49I5N8 Z100RN9 X50Y-80RN10 Z2RN11 Z-10N12 G42K2N13 G13Y-70J0N14 G21I30N15 G13X90Y-70J45N16 G13X180Y0I12J-15N17 G20N18 G13J165N19 G13X80Y-15J205N20 G13J180N21 G13X50Y-10J135N22 G13J180N23 G21I-
Osai 10 시리즈를 사용하면 프로그래머가 표준 프로그래밍 언어(G1-G2-G3) 또는 고급 프로그래밍 언어(GTL)인 GTL을 사용하여 cnc 프로그램을 만들 수 있습니다.다음은 완전한 Osai GTL 프로그래밍 예제입니다. Osai CNC GTL 프로그램 예시 N1 (DIS,EXAMPLE 3)N2 S...F...T1.1M6 M...N3 o1=X20 Y21 a45N4 l1=X0 Y-60,a180N5 l2=X50 Y0,a90N6 c6=o1 I-38 J-35 r10N7 l3=c6,a135N8 l4=c6,a-45N9 l5=X0 Y