

CNC 기계

산업 제조
여기 또 다른 cnc 프로그래밍 예제가 있습니다. 이번에는 I K 값을 사용하여 호를 프로그래밍하고 있습니다.
이 프로그래밍 예제에서는 cnc G 코드 G02 원형 보간 시계 방향이 사용됩니다. 실제로 원호는 시계 방향이므로 시계 방향 원호를 프로그래밍하기 위해 cnc G 코드인 G02를 사용하고 있습니다.
관련 기사:
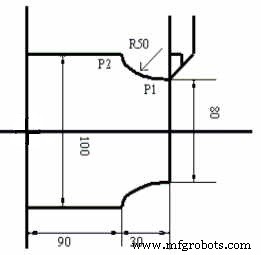
CNC 프로그래밍 예제 G 코드 G02 원형 보간 시계 방향
N10 T0101 N20 G92 S1000 M42 N30 G96 S200 M03 N40 G00 X0 Z5 N50 G01 Z0 F0.5 N60 G01 X80 F0.2 N70 G02 X100 Z-30 I50 K0 N80 G01 Z-120 N90 G00 X200 Z200 M30
G02에는 x, z, I, K와 같은 cnc 프로그래밍 블록에서 일부 값이 있습니다.
CNC 기계
G02 G03 원형 보간 CNC 밀 예제 프로그램. G02 G03 예 CNC 밀 CNC 파트 프로그램 G0 X30 Y-30 (P1)G1 Y22.67 (P2)G3 X24.07 Y26.18 R4 (P3)G2 X-18.27 Y23.46 R50 (P4)G3 X-23.46 Y18.27 R4 (P5)G2 X-23.46 Y-18.27 R50 (P6)G3 X-18.27 Y-23.46 R4 (P7)G2 X24.07 Y-26.18 R50 (P8)G3 X30 Y-24.67 R4 (P9)G1 X33 G M S T 코드 설명 코드 설명 G0 빠른
CNC 예제 프로그램을 사용한 Haas CNC 밀링 원형 보간 프로그래밍 설명, 이 예제는 G02 G03 G 코드로 원형 보간을 프로그래밍하는 동안 cnc 프로그램에서 IJK 또는 R을 제공할 수 있는 방법을 보여줍니다. Haas 원형 보간 R이 프로그래밍하기 더 쉬운데 IJK를 사용하는 이유 R은 정의하기가 더 쉽지만 실수를 저지르고 잘못된 반지름을 얻는 것이 더 쉽습니다. R을 사용하고 시작점이나 끝점을 잘못 지정하여 기계가 여전히 반경을 수행할 수 있는 경우 반경이 잘못됩니다. I, J, K 방법으로 실수하면 기계가 실행하