

CNC 기계

산업 제조
CNC 예제 프로그램을 사용한 Haas CNC 밀링 원형 보간 프로그래밍 설명, 이 예제는 G02 G03 G 코드로 원형 보간을 프로그래밍하는 동안 cnc 프로그램에서 IJK 또는 R을 제공할 수 있는 방법을 보여줍니다.
R은 정의하기가 더 쉽지만 실수를 저지르고 잘못된 반지름을 얻는 것이 더 쉽습니다. R을 사용하고 시작점이나 끝점을 잘못 지정하여 기계가 여전히 반경을 수행할 수 있는 경우 반경이 잘못됩니다.
I, J, K 방법으로 실수하면 기계가 실행하기 전에 중지하고 알람을 제공할 가능성이 더 높아집니다.
G02 또는 G03에서 R을 사용하는 것이 여전히 더 쉽고 호를 수동으로 프로그래밍하는 데 선호되는 방법입니다.
R은 시작점에서 원의 중심까지의 거리입니다.
"I" =시작점에서 "X축"의 원호 중심까지의 증분 거리.
"J" =시작점에서 "Y축"의 원호 중심까지의 증분 거리.
"K" =시작점에서 "Z축"의 호 중심까지 증분 거리.
양수 R을 사용하면 컨트롤이 180도 이하의 원형 경로를 생성하지만 180도를 초과하는 원형 경로를 생성하려면 음수 R을 지정합니다. R을 사용하면 완전한 360도 호를 만들 수 없습니다. 시작점과 다른 끝점을 지정하려면 X, Y 또는 Z가 필요합니다. 따라서 G02 또는 G03에서 R 명령을 사용하여 360도 원호 아래의 모든 작업을 수행할 수 있습니다.
I, J 또는 K를 사용하는 것이 완전한 360도 호를 자르는 유일한 방법입니다. 이 경우 시작점은 종료점과 동일하며 X, Y 또는 Z가 필요하지 않습니다. 360도(360°)의 완전한 원을 자르려면 끝점 X, Y 또는 Z를 지정할 필요가 없습니다. 원의 중심을 정의하도록 I, J 또는 K를 프로그래밍하기만 하면 됩니다.
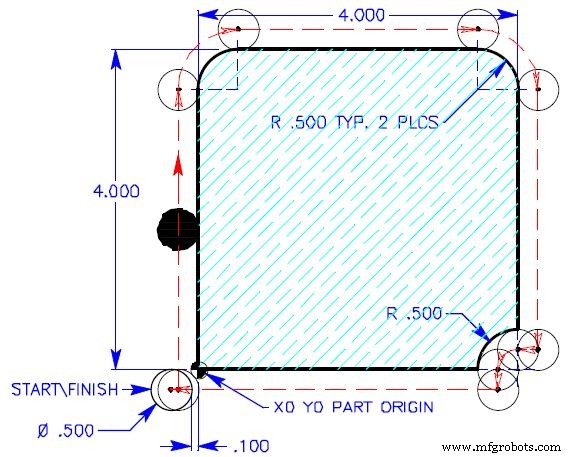
참고: 원형 이동의 예는 커터 보정을 사용하지 않으므로 원형 이동은 호 주변의 커터 중심에서 정의됩니다.
O0010 (INTERPOLATION EXERCISE) T1 M06 (1/2 DIA. 4FLT. END MILL) G90 G54 G00 X-0.35 Y-0.25 S1450 M03 G43 H01 Z0.1 M08 G01 Z-0.625 F50. X-0.25 F14.5 Y3.5 G02 X0.5 Y4.25 R0.75 G01 X3.5 G02 X4.25 Y3.5 R0.75 G01 Y0.25 X4. G03 X3.75 Y0. R0.25 G01 Y-0.25 X-.35 G00 Z1. M09 G28 G91 Z.0 M05 M30
O0010 (INTERPOLATION EXERCISE) T1 M06 (1/2 DIA. 4FLT. END MILL) G90 G54 G00 X-0.35 Y-0.25 S1450 M03 G43 H01 Z0.1 M08 G01 Z-0.625 F50. X-0.25 F14.5 Y3.5 G02 X0.5 Y4.25 I0.75 J0. G01 X3.5 G02 X4.25 Y3.5 I0. J-0.75 G01 Y0.25 X4. G03 X3.75 Y0. I0. J-0.25 G01 Y-0.25 X-.35 G00 Z1. M09 G28 G91 Z.0 M05 M30
CNC 기계
제출자:cnc 프로그래머 그림/이미지 CNC 프로그램 (5.0 x 5.0 x 0.500 DP. Square Pocket with Square Island)Main Program%O02010T1 M06 (Tool is a 0.500” diameter endmill)G90 G54 G00 X2. Y2. (XY Start Point)S2500 M03G43 H01 Z0.1 M08G01 Z0.01 F30.G150 P2020 X2. Y2. Z-0.5 Q0.5 R0.01 I0.3 K0.01 G41 D01 F10.G40 G01 X2.Y2.G00
제출자:기계공 그림/이미지 CNC 프로그램 Main Program%O03010T1 M06 (Tool is a 0.500” diameter endmill)G90 G54 G00 X2. Y2. (XY Start Point)S2500 M03G43 H01 Z0.1 M08G01 Z0. F30.G150 P3020 X2. Y2. Z-0.5 Q0.5 R0.01 J0.3 K0.01 G41 D01 F10.G40 G01 X2. Y2.G00 Z1. M09G53 G49 Y0. Z0.M30%Subprogram%O03020 (Subprogram for G15