

CNC 기계

산업 제조
페이스 또는 축 라이브 툴링과 함께 G81, G82, G83, G85, G89, G95 고정 사이클을 사용하기 전에 Haas CNC 매개변수 315 비트 1(스핀들 CAN 사이클 없음)이 올바르게 설정되었는지 확인해야 합니다.
Haas 매개변수 315 공통 스위치 4 – Haas 선반
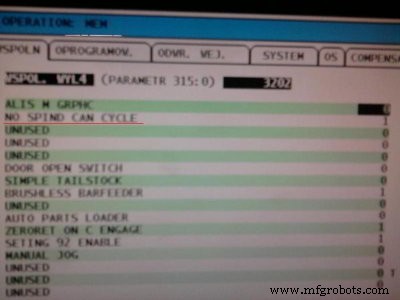
Haas CNC 매개변수 315비트 1
Haas cnc 선반 매개변수 315 비트 1이 1로 설정되어 있으면 고정 사이클 중에 메인 스핀들이 활성화되지 않습니다.
Haas cnc 선반 매개변수 315 비트 1이 0으로 설정되면 고정 사이클이 메인 스핀들을 돌려 일반적인 방식으로 작동합니다.
CNC 기계
제출자:BEATA 요약 G45 단순 포켓 사이클 등과 같은 많은 NUM 사이클의 작동을 보여주는 NUM CNC 밀 프로그램 예.다음 NUM G 코드 사이클은 이 cnc 프로그램 예에서 사용됩니다. G45 단순 포켓 사이클G71 미터법 데이터 입력G81 센터 드릴링 사이클G80 고정 사이클 취소G87 칩 브레이킹이 있는 드릴링 사이클G84 태핑 사이클G52 측정 원점을 기준으로 절대 치수로 이동 프로그래밍 그림/이미지 CNC 프로그램 %3354(Exemple de cycles en fraisage)N10 G90 G80 G71 G
제출자:Vikram 요약 고정 사이클을 사용하여 주어진 구성 요소에 대한 FANUC 제어 CNC 선반용 파트 프로그램을 작성하십시오. 절삭 깊이 0.5mm 및 속도 1200rpm을 취하십시오. 적절한 절삭 조건과 절삭 공구를 가정합니다. 그림/이미지 CNC 프로그램 To determine U= (Max. Dia of wp- min dia of profile)/2 = (35-25)/2 = 5N0 G90 F0.2 S1200 T0101 M04N10 G00 X38 Z2N30 G73 U5 R10N40 G73 P50 Q120 U0.05 W