

CNC 기계

산업 제조
이것은 Haas cnc 선반 기계에서 구동 공구(라이브 툴링) 및 C축의 사용을 보여주는 라이브 툴링 선반 프로그래밍 예제입니다.
Haas cnc 선반 기계의 라이브 툴링 및 관련 M 코드에 대한 간략한 소개는 다음을 참조하십시오.
이 cnc 프로그램 예제는 C축 명령으로 메인 스핀들을 제어하지만 스핀들 방향 M19를 사용하는 동일한 프로그램 예제는 여기에서 찾을 수 있습니다.
라이브 툴링 선반 프로그래밍 코드 – 스핀들 방향 Haas CNC
라이브 툴링을 사용한 C축 선반 프로그래밍 예
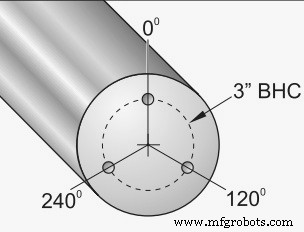
O0050 N10 T101 N15 G54 N20 G00 X3.0 Z0.1 N25 G98 N30 M154 N35 C0 N40 M133 P2000 N45 G01 Z-0.5 F40.0 N50 G00 Z0.1 N55 C120 N60 G01 Z-0.5 N65 G00 Z0.1 N70 C240 N75 G01 Z-0.5 N80 G00 Z0.1 N85 M155 N90 M135
N25 G98 분당 이송.
N30 M154 C축 결합.
N85 M155 C축 분리.
이 코드는 C축 모터를 결합하고 켜고 끕니다.
C축은 고정밀 양방향 모터를 제공합니다. X 및/또는 Z 동작으로 완전히 보간된 방향성 스핀들 동작
N40 M133 P2000 라이브 도구를 2000rpm 앞으로 켭니다.
N35 C0
N55 C120
N70 C240
C축 명령은 주축을 0,120,240도 회전시킵니다.
N90 M135 라이브 툴 드라이브 정지
CNC 기계
제출자:CNC 프로그래머 요약 CNC 선반 프로그래밍 예, 이 프로그래밍 예에서는 X축 직경 값이 사용되지 않지만 반경 값은 프로그래밍에 사용됩니다. 반경 모드/치수 지정 시 선반에서 X축 이동은 중심으로부터의 거리입니다. 따라서 X1에서 절단하면 직경이 2mm인 부품이 생성됩니다. 그림/이미지 CNC 프로그램 % AlberoN010 G00 X150 Z200 T0101 M06N020 G92 S2400N030 G96 G95 F0.3 S300 M04 M08N040 X50 Z-2N050 G01 X-0.5N060 G00 Z0N070
CNC 예제 프로그램을 사용한 Haas CNC 밀링 원형 보간 프로그래밍 설명, 이 예제는 G02 G03 G 코드로 원형 보간을 프로그래밍하는 동안 cnc 프로그램에서 IJK 또는 R을 제공할 수 있는 방법을 보여줍니다. Haas 원형 보간 R이 프로그래밍하기 더 쉬운데 IJK를 사용하는 이유 R은 정의하기가 더 쉽지만 실수를 저지르고 잘못된 반지름을 얻는 것이 더 쉽습니다. R을 사용하고 시작점이나 끝점을 잘못 지정하여 기계가 여전히 반경을 수행할 수 있는 경우 반경이 잘못됩니다. I, J, K 방법으로 실수하면 기계가 실행하