

CNC 기계

산업 제조
Fanuc G86 보링 사이클은 구멍을 보링하는 데 사용됩니다.
공구는 피드를 사용하여 구멍 바닥으로 이동한 다음 빠른 피드 속도로 구멍 밖으로 후퇴합니다.
G86 X Y Z R F K
매개변수
X Y – 홀 위치 데이터.
Z – 보링 깊이(절대).
R – 홀 위 공구 시작 위치.
F – 절삭 이송 속도.
K – 반복 횟수(필요한 경우).
G86 보링 사이클
1 – X축과 Y축을 따라 포지셔닝한 후 R지점까지 급 이송을 수행합니다.
2 – R지점에서 Z지점까지 드릴링을 수행합니다.
3 – 스핀들이 정지 지점에서 정지한 경우 구멍 바닥에서 공구가 급속 이송으로 후퇴합니다.
도구 반환 위치
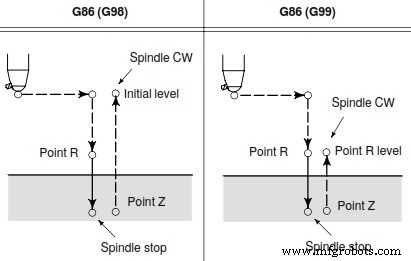
복귀 평면은 G98, G99 G 코드에 따라 다릅니다.
G98이 G86 보링 사이클로 지정되면 공구는 초기 레벨로 돌아갑니다.
G99가 지정되면 공구는 R로 복귀합니다. 수준입니다.
M3 S2000 G90 G99 G86 X300. Y–250. Z–150. R–100. F120. Y–550. Y–750. X1000. Y–550. G98 Y–750. G80 G28 G91 X0 Y0 Z0 M5
CNC 기계
CNC 기계공을 위한 CNC 밀 프로그램 예. CNC 밀 프로그래밍 예 CNC 프로그램 G0 X-60 Y0G1 X-70 (P1)G2 X-25.02 Y25.97 R30 (P2)G1 X2.46 Y10.13 (P3)G3 X8.5 Y10.92 R5 (P4)G1 X18.79 Y21.21 (P5)G2 X25.13 Y-26.05 I21.21 J-21.21 (P6)G1 X-5 Y-8.66 (P7)G3 X-12.14 Y-11.13 R5 (P8)G2 X-70 Y0 R30 (P1)G1 X-60 G M S T 코드 설명 코드 설명 G00 빠른
Fanuc G87 방사형 드릴링 사이클 Fanuc G87 Radial Drilling Cycle은 전동 공구로 측면 방사형 드릴링 사이클을 활성화합니다. G87 방사형 드릴링 사이클 예시 공작물 영점에서 20mm 떨어진 곳에 4개의 방사형 홀 N34 …(turning of component)N35 M37N36 G28 C0N37 T101 (RADIAL BIT)N38 G54N39 M303 S2000N40 G94N41 G0 X55 Z5N42 Z-20 M8N43 C0 M20N44 G87 X40 F100N45 C90 M20N46 C1