

CNC 기계

산업 제조
Fanuc cnc 제어는 메인 디렉토리에 저장된 다른 파트 프로그램에 액세스할 수 있는 기능을 제공합니다.
하위 프로그램 호출을 위한 cnc 프로그램 예제는 Fanuc G76 스레딩 사이클을 사용한 다중 시작 스레드 읽기
하위 프로그램은 M98 명령 뒤에 문자 P가 붙은 하위 프로그램 번호를 사용하여 호출합니다.
N10 M98 P1004
위의 cnc 프로그램 라인에서 하위 프로그램 1004가 호출되며 제어 메모리에 O1004
로 저장됩니다.프로그램을 계속하기 위해 마지막 프로그램(메인 프로그램) 위치로 돌아가려면
하위 프로그램의 마지막 줄에 있는 M99 명령이 사용됩니다.N100 M99 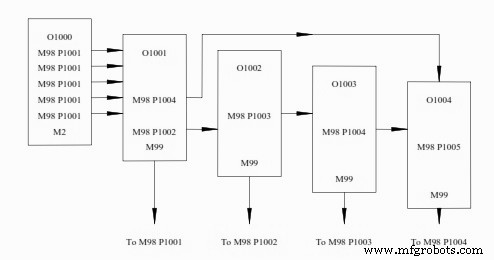
Fanuc 서브 프로그래밍
컨트롤에는 M98 프로그램 라인의 일부로 반복 명령을 포함하는 기능도 있습니다.
M98 P1004 명령으로 프로그램 라인을 작성할 때 제어 장치는 실제로
정보 라인을 M98 P00001004로 읽습니다. P 단어 뒤의 처음 4자리는
반복 횟수입니다.
반복하려면 하위 프로그램(O1004)을 33번 실행하면 프로그램 행은 다음과 같이 표시됩니다.
M98 P331004
위의 cnc 프로그램 코드는 O1004 프로그램을 33번 호출한 다음 메인 프로그램으로 돌아갑니다.
Fanuc 컨트롤은 다음과 같이 M99 명령을 사용하여
메인 프로그램으로 돌아올 때 특정 프로그램 라인 번호로 점프할 수 있습니다.
M99 P100
위의 이 명령은 메인 프로그램의 라인 번호 N100으로 컨트롤을 이동합니다.
M99는 또한 메인 프로그램의 끝에 작성될 수 있으며 연속
프로그램 루프
CNC 기계
Fanuc G90 터닝 사이클 Fanuc G90 터닝 사이클은 단순 터닝에 사용되지만 추가 패스의 X축 위치를 지정하여 다중 패스가 가능합니다. Fanuc G90 외경/내경 절삭 사이클 또는 G90 직선 절삭 사이클과 같은 많은 이름으로 불립니다. 프로그래밍 형식 G90 X... Z... 또는 G90 U... W... X – 절단할 직경.Z – Z축의 끝점.U – 타겟까지의 x축 증분 거리.W – 타겟까지의 Z축 증분 거리. G90 튜토리얼 G90 터닝 사이클G90 테이퍼 터닝 G90 예시 G90 터닝 사이클 예 N10
제출자:BEATA 요약 CNC 프로그램에서 직접 각도를 제공하는 방법을 보여주는 CNC 프로그램 예 그림/이미지 CNC 프로그램 O0012;N10 G10 P0 Z-200;N20 T303; (PROFILING)N30 G50 S2200;N40 G96 G99 S230 F0.12 M4 M8 M200;N50 G0 X0 Z3;N60 G1 Z0 ; (P1)N70 ,A90 R6; (FIRST ANGLE)N80 X50 Z-25 ,A165; (SECOND ANGLE A165 comes from 180°-15°=165°)N90 ,A180N100 X