

CNC 기계

산업 제조
이 사이클과 Standard Drilling G81의 유일한 차이점은 스핀들이 ENT에 도달했다는 점입니다. 견적이 중지되었습니다. 도구가 RAL에 빠르게 도달할 때만 다시 시작됩니다. 인용.
주기 데이터 입력은 MDI 및 편집 모드에서 다음 키 시퀀스를 통해 활성화됩니다.
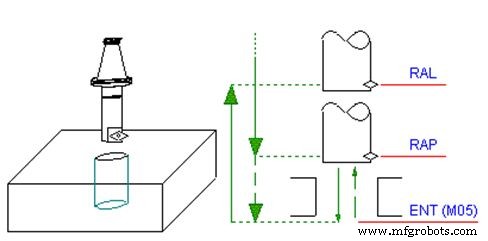
G86 <ENT=..> <RAP=..> <RAL=..>