

CNC 기계

산업 제조
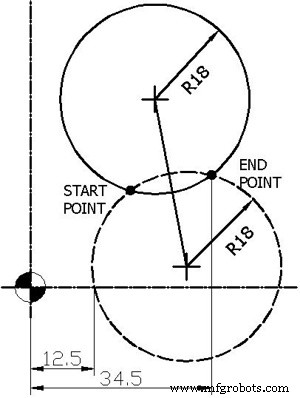
원형 보간 개념 및 프로그래밍 시리즈의 두 번째 부분인 이 기사에서는 CNC 기계에서 원형 보간을 프로그래밍/가공하는 데 필요한 정보와 CNC 기계공이 R(반지름)을 사용하여 원형 보간을 프로그래밍하는 방법에 대해 설명합니다.
이 기사의 다른 부분 읽기
원호 보간 명령을 실행하기 위해서는 5가지 정보가 필요합니다.
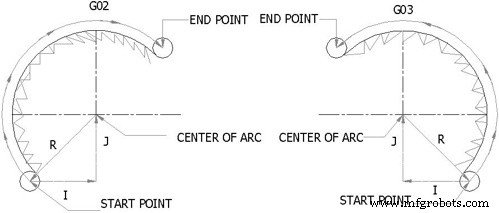
순환 운동
| 항목 | 명령어 |
|
|
|
|
|
|
|
|
|
|