

CNC 기계

산업 제조
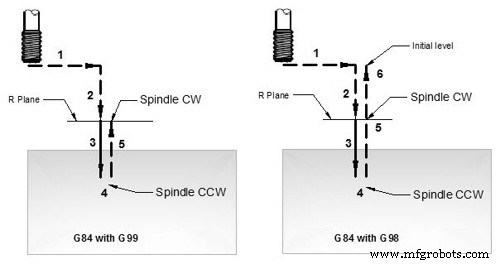
G84 태핑 사이클은 태핑 작업을 수행하고 탭핑은 스핀들을 시계 방향으로 회전하여 수행되며 구멍의 바닥에 도달하면 스핀들이 후퇴를 위해 역방향으로 회전합니다. 이 전체 작업은 스레드를 생성합니다.
304
| 매개변수 | 설명 |
|---|---|
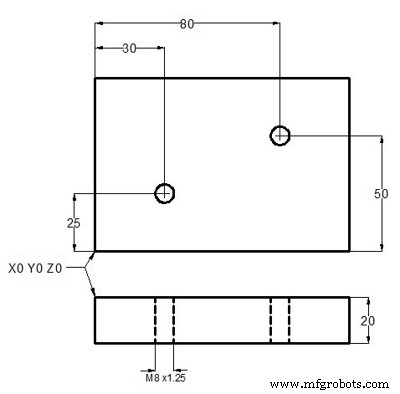
| X | X축의 홀 위치 |
| Y | y축의 홀 위치. |
| Z | 깊이, R 평면에서 Z 깊이까지 태핑 |
| R | R 평면의 위치. |
| 피 | 체류 시간. |
| K | 사이클 반복 횟수(필요한 경우) . |
| F | 이송 속도. |