

CNC 기계

산업 제조
제출자:기계공
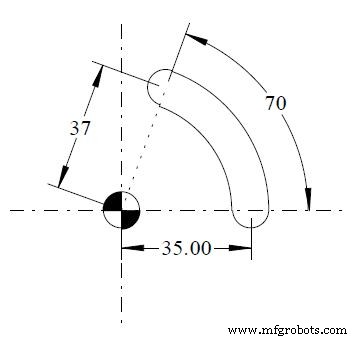
;A = #1 (Start Angle 0 degrees) ;B = #2 (Start Radius) ;C = #3 (Increment angle for accuracy calculations.) ;I = #4 (Finish Angle) ;J = #5 (Finish radius) ;K = #6 (Milling feed) O2222 T5 M6 G0 G90 G40 G21 G17 G94 G80 G54 X35 Y0 S500 M3 G43 Z100 H? Z5 G1 Z-0.5 F200 G65 P8999 A0 B35 C0.01 I70 J37 K500 G0 G90 Z100 M30 O8999 #7 = #4 / #3 ;1) Total no. of moves 70 / 0.01 #8 = [[#5 - #2] / #7] ;2) Increase in radius 37-35/7000 N1 #2 = #2 + #8 ;3) Next Radius i.e. 35+inc. radius. #1 = #1 + #3 ;4) Increase in angle #9 = #2 * COS [ #1 ] ;5) New X axis position #10 = #2 * SIN [ #1 ] ;6) New Y axis position G1 X#9 Y#10 F#6 ;7) Feed move to new positions ;8) If new angle is less than finish angle go to line N1. IF [#1 LT #4] GOTO 1 G0 Z10 M99
CNC 기계
제출자:cnc 프로그래머 그림/이미지 CNC 프로그램 ;The main program would call this macro five times,;each time specifying the depth and length required.;macro variables would handle the length in the Y direction;and depth in the Z directionMain ProgramG90 G0 X1 Y1 Z0.1 ;Move to first notchG65 P0002 L1 Y1 Z.25 ;Call m
Fanuc Peck 드릴링 매크로 X축과 Z축을 따라 미리 공구를 드릴링 사이클이 시작되는 위치로 이동합니다. 구멍 깊이로 Z 또는 W를 지정하고, 절단 깊이로 K를 지정하고, 구멍을 뚫기 위한 절삭 이송 속도로 F를 지정하십시오. FANUC Series 30i/31i/32i-MODEL A와 같은 Fanuc cnc 컨트롤에서 작동하는 Custom Macro를 따르십시오 프로그래밍 G65 P9100 Z K F 또는 G65 P9100 W K F 매개변수 설명 Z 홀 깊이(절대 프로그래밍) 서 홀 깊이(증분 프로그래밍) K