

CNC 기계

산업 제조
제출자:cnc 프로그래머
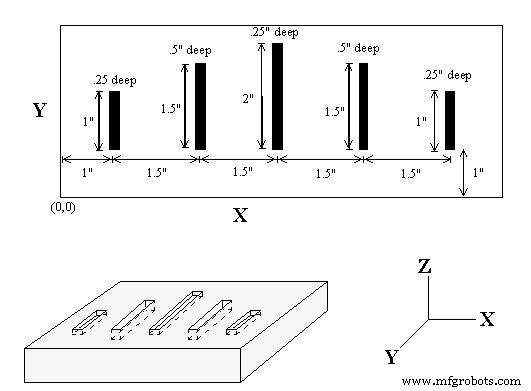
;The main program would call this macro five times, ;each time specifying the depth and length required. ;macro variables would handle the length in the Y direction ;and depth in the Z direction Main Program G90 G0 X1 Y1 Z0.1 ;Move to first notch G65 P0002 L1 Y1 Z.25 ;Call macro and assign Y=1" and Z=.5" G90 G0 X2.5 Y1 G65 P0002 L1 Y1.5 Z.5 ;Call macro and assign Y=1.5" and Z=.5" G90 G0 X4 Y1 G65 P0002 L1 Y2 Z.25 ;Call macro again G90 G0 X5.5 Y1 G65 P0002 L1 Y1.5 Z.5 ;Call macro again G90 G0 X7 Y1 G65 P0002 L1 Y1 Z.25 ;Call macro again Sub Program O0002 G90 G1 Z0 F30 Z#Z F5 ;Cut to variable depth G91 Y#Y F10 ;Cut variable length G90 G0 Z0.1 ;Retract
CNC 기계
제출자:BEATA 요약 NUM cnc 사이클의 사용을 보여주는 NUM CNC 선반 프로그램 예,G64 회전/면 황삭 사이클G65 그루브 황삭 사이클G87 칩 브레이킹이 있는 드릴링 사이클다중 툴링이 사용됨 이 전체 CNC 가공 작업을 완료합니다. 그림/이미지 CNC 프로그램 %1111(EBAUCHE T2 D2)(FINITION T3 D3)(CENTRAGE DIAM 5 T7 D7)(PERCAGE DIAM 6 T8 D8)N10 G90 G71 G40 G80 G92 S4000 (INITIALIS)(USINAGE EBAUCHE PARAX
Fanuc Peck 드릴링 매크로 X축과 Z축을 따라 미리 공구를 드릴링 사이클이 시작되는 위치로 이동합니다. 구멍 깊이로 Z 또는 W를 지정하고, 절단 깊이로 K를 지정하고, 구멍을 뚫기 위한 절삭 이송 속도로 F를 지정하십시오. FANUC Series 30i/31i/32i-MODEL A와 같은 Fanuc cnc 컨트롤에서 작동하는 Custom Macro를 따르십시오 프로그래밍 G65 P9100 Z K F 또는 G65 P9100 W K F 매개변수 설명 Z 홀 깊이(절대 프로그래밍) 서 홀 깊이(증분 프로그래밍) K