

CNC 기계

산업 제조
(1) 인텔리전트단말3가 5초 이상 켜진 후 인텔리전트단말3의 전원을 끄고 인텔리전트단말3를 판넬 등에서 빼서 후면에서 작업할 수 있도록 한다.
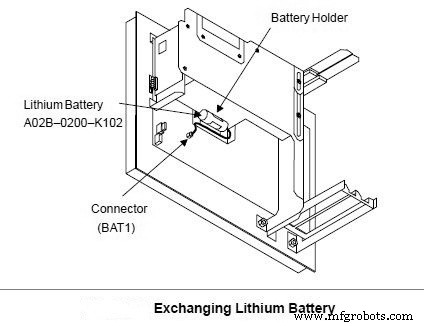
( 2) 배터리 커넥터(BAT1)를 빼낸 후 홀더에서 배터리를 제거합니다.
(3) 다음 그림과 같이 새 배터리의 케이블을 연결합니다.
(4) 케이블을 연결하고 새 배터리를 넣습니다.
(5) 인텔리전트 터미널 3을 다시 장착합니다.
(6) 전원을 켠 다음 BIOS 매개변수가 지워지지 않았는지 확인합니다(오류 메시지가 표시되지 않는지 확인).
CNC 기계
G85 보링 사이클은 구멍을 뚫는 데 사용됩니다. 구문 330 매개변수 설명 X X축의 홀 위치 Y y축의 홀 위치. Z 깊이, R 평면에서 Z 깊이까지 태핑 R R 평면의 위치. K 사이클 반복 횟수(필요한 경우) . F 이송 속도. 프로그램에서 G85 보링 사이클이 주어지면 프로그램에서 G80이 주어질 때까지 모든 축 이동마다 반복되어 이 사이클을 종료합니다. 사용 344 작업 중 G85 보링 사이클 작동 방식에 대한 간략한 설명 G85 보링 사이클 작업 1- X, Y 위치로 급이송.2- R 평면으로 급
G86 보링 사이클은 구멍을 뚫는 데 사용됩니다. 구문 354 매개변수 설명 X X축의 홀 위치 Y y축의 홀 위치. Z 깊이, R 평면에서 Z 깊이까지 태핑 R R 평면의 위치. K 사이클 반복 횟수(필요한 경우) . F 이송 속도. 프로그램에서 G86 보링 사이클이 주어지면 프로그램에서 G80이 주어질 때까지 모든 축 이동마다 반복되어 이 사이클을 종료합니다. 사용 366 작업 중 G86 보링 사이클 작동 방식에 대한 간략한 설명 G86 보링 사이클 작업 1- X, Y 위치로 급이송.2- R 평면으로 급