전문적인 기계 최적화로 PVC 엣지 밴딩 결함 제거
엣지 밴더를 작동할 때 가장 일반적인 두 가지 품질 문제인 가장자리 벗겨짐과 두꺼운 접착제 선으로 인해 완제품의 무결성이 빠르게 훼손될 수 있습니다. 이러한 결함은 일반적으로 기계 설정이 접착제의 특성과 동기화되지 않을 때 발생합니다. 이 가이드에서는 자주 발생하는 5가지 접착제 문제를 설명하고 EVA와 PUR 접착제를 비교하며 완벽한 가장자리 밴딩을 복원하기 위한 실행 가능한 기계 튜닝 솔루션을 제공합니다.
1. EVA와 PUR 엣지 밴딩 접착제
핫멜트 접착제는 PVC 엣지 밴딩의 핵심입니다. EVA(에틸렌 비닐 아세테이트) 및 PUR(폴리우레탄)은 업계에서 가장 널리 사용되는 옵션입니다.

다음은 주요 속성을 간략하게 비교한 것입니다:
기능 EVA 접착제 PUR 접착제 어느 것이 더 낫습니까 결합 강도 좋음매우 강함PUR
내열성 MediumHighPUR
내습성 MediumHighPUR
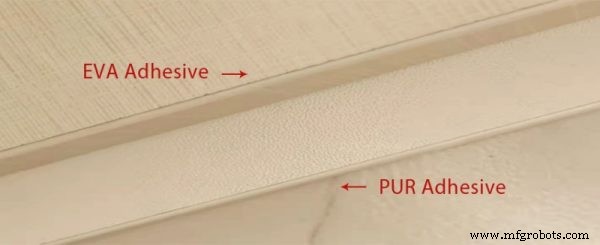
접착제 가시성 눈에 더 잘 띄는최소(접착제 제로)PUR
비용 LowerHigherEVA
수리성 물리적 냉각; 재용해될 수 있음화학적 경화; 되돌릴 수 없는EVA
기계 요구 사항 표준 기계PUR 엣지 밴더EVA
애플리케이션 표준 가구(캐비닛, 옷장), 대량 생산고급 가구(주방, 욕실), 습하고 더운 기후 사용 사례에 따라 다름
2. 다섯 가지 일반적인 접착제 문제 및 기계 솔루션
가장자리 벗겨짐, 눈에 보이는 접착제 선, 약한 결합, 열로 인한 박리, 습기로 인한 손상 등은 모두 부적절한 기계 설정이나 접착제 선택으로 인한 증상입니다. 다음 섹션에서는 각 문제와 근본 원인, 정확한 기계 조정을 통해 문제를 해결하는 방법을 자세히 설명합니다.
2.1 엣지 밴딩 벗겨짐
이러한 이유: 온도가 부족하거나 패널이 오염되어 접착력이 약해졌습니다.
기계 수정:
- 접착제 온도 안정화: EVA는 170~200°C, PUR은 110~130°C로 유지하세요. 일정한 열은 원활한 흐름과 균일한 퍼짐을 보장합니다.
- 패널 가장자리 청소: 먼지가 없는 편평한 표면을 노출시키려면 먼지 송풍기나 사전 밀링 커터를 사용하십시오. 먼지나 습기가 남아 있으면 접착력이 약해집니다.
- 제어판 수분: 접착하기 전에 예열 장치를 활성화하여 표면의 습기를 건조시키세요.
2.2 보이는 접착제 라인
이러한 이유: 과도한 도포 또는 고르지 못한 롤러 압력. 특히 밝은 색상이나 고광택 패널에서 두드러집니다.
기계 수정:
- 접착제 두께 줄이기: EVA의 경우 80~120g/m², PUR의 경우 60~90g/m²를 목표로 합니다. 과하지 않은 적당한 커버력으로 스킨닝과 낭비를 방지합니다.
- 롤러 압력 조정: 완전한 접촉을 유지하면서 잉여 접착제를 제거하려면 4~6bar(EVA) 또는 5~7bar(PUR)로 보정하세요.
- 가시성이 높은 패널에 중점: 접착선이 눈에 띄는 조명 보드를 더욱 자세히 조사하세요.

2.3 낮은 결합 강도 및 사전 경화
이러한 이유: 공급 속도가 느리면 핫멜트 접착제가 접촉되기 전에 냉각되어 굳어집니다.
기계 수정:
- 컨베이어 속도 증가: 최적의 끈적끈적한 창에 접착제를 유지하려면 12~23m/분의 속도로 실행하세요.
- 주변 온도 일치: 조기 경화를 방지하려면 작업장 조건에 맞게 컨베이어 속도를 조정하세요.
2.4 더운 날씨에 가장자리 박리
EVA가 실패하는 이유: 온도가 상승하면 EVA가 부드러워지고 결합 강도가 감소하며 PVC 가장자리가 들뜨게 됩니다.
기계 수정:
- PUR 접착제로 전환: PUR의 가교 화학은 여름의 높은 기온을 견뎌냅니다.
- 밀폐된 용융 시스템 사용: 특수 PUR 엣지 밴더는 적용 전 공기와 수분의 상호작용을 방지합니다.
2.5 물에 의한 손상 및 가장자리 부종
이러한 이유: 두껍거나 다공성 접착제 층으로 인해 습기가 목재에 침투하여 부풀어오르게 됩니다.
기계 수정:
- 주방 및 욕실에 PUR 사용: PUR의 방수 장벽은 습기 유입을 차단합니다.
- 예열기 활성화: 더 강한 접착력을 위해 접착하기 전에 보드 표면을 건조시키세요.
- 이중 접착제 포트 시스템으로 업그레이드: E-70JDSR 자동 PUR Edgebander와 같은 기계를 사용하면 필요에 따라 EVA와 PUR 사이를 전환할 수 있습니다.

3. 빠른 참조:매개변수 표 및 FAQ
3.1 권장 기기 설정
최적의 값은 기계, 패널 유형 및 생산 목표에 따라 다릅니다. 아래 표를 기준으로 삼으세요.
머신 설정 기능 EVA 참고자료 PUR 참조 운영자 팁 접착제 온도 접착제 흐름 제어170~200°C110~130°C(용융 전)온도를 안정적으로 유지합니다. 변동이 크면 접착 품질이 저하됩니다.
접착제 적용 적용 범위 및 두께 제어80~120g/m²60~90g/m²PUR는 일반적으로 더 깔끔한 가장자리를 위해 더 얇은 층이 필요합니다.
압력 롤러 압력 접촉 보장4~6bar5~7bar두꺼운 PVC 또는 고광택 패널의 경우 압력을 높입니다.
공급 속도 접착 창 제어12~23m/분10~23m/분접착제, 패널 재질, 가장자리 두께에 맞춰 속도를 일치시킵니다.
3.2 FAQ
Q1. 글루 롤러 간격을 어떻게 조정하나요?
장비의 표준 간격부터 시작한 다음, 과도하게 압착되지 않고 가장자리가 완전히 덮일 때까지 점진적으로 조정하세요.
Q2. MDF, PET 또는 아크릴 가장자리에 적합한 접착제는 무엇입니까?
MDF 가장자리: 표준 가구에는 EVA를 사용하십시오. 붓는 것을 방지하기 위해 부엌과 욕실에서는 PUR로 전환하십시오. PET 및 아크릴 모서리: 이러한 매끄러운 표면에는 PUR이 필요합니다. 광택 긁힘을 방지하려면 기계에 평면 긁기 장치가 있는지 확인하세요.

Q3. PUR 시스템을 유지하는 방법은 무엇입니까?
따뜻할 때 호환되는 세척제로 세척하고, 굳은 잔여물을 제거하고, 습기가 들어오지 않도록 하십시오. 정기적으로 청소하면 막힘이 방지됩니다.
Q4. 접착강도는 어떻게 테스트하나요?
90° 박리 테스트 또는 인장 테스트를 수행합니다. 강한 결합으로 인해 패널에서 목재 섬유가 당겨집니다. 표면이 깨끗한 상태로 남아 있으면 접착이 실패한 것입니다.
Q5. 접착선이 없는 가장자리를 위한 최선의 방법은 무엇입니까?
접착제 양, 온도, 롤러 압력 및 공급 속도의 균형을 맞추십시오. PUR은 밝은 패널이나 고광택 패널의 매끄러운 가장자리에 이상적입니다.
Q6. 덥거나 습한 환경에서 PVC 가장자리가 들리는 이유는 무엇입니까?
열은 EVA를 부드럽게 하는 반면, 습기는 접착력을 약화시킵니다. 이러한 환경에서는 우수한 접착력을 위해 PUR로 전환하세요.
4. 결론
효과적인 PVC 가장자리 밴딩은 올바른 접착제 선택, 기계 설정 보정 및 깨끗한 패널 유지에 달려 있습니다. 접착제의 특성과 생산 환경에 맞게 프로세스를 조정하면 벗겨짐, 눈에 보이는 접착제 라인, 습기로 인한 결함을 제거할 수 있습니다. EVA에서 PUR로의 전환을 고려하고 있다면 안정적인 온도 제어 기능과 번거로움 없는 작동을 위해 밀봉된 접착제 시스템을 갖춘 기계에 투자하세요.
다음 추천 게시물을 계속 읽어보세요.


