

산업용 장비

산업 제조
Arno 애플리케이션 전문가 Rob Hampton이 Arno Fast Change 시스템을 검토하고 이 비디오에서 작동 방식을 설명합니다.
슬라이딩 주축대 선반의 기존 압반에 있는 도구를 수리하는 동안 하나의 인서트를 인덱싱하는 데 10분 이상이 소요될 수 있습니다. 공구를 인덱싱하는 동안 절삭유 꼭지가 작업자에 의해 느슨해질 수 있으며 기계 공장의 공구 수명과 시간이 손실될 수 있습니다. 인서트가 인덱싱되면 작업자가 냉각수 흐름이 필요한 곳으로 향하고 있는지 확인하기 위해 스핀들을 여러 번 시작하고 중지해야 할 수 있습니다.
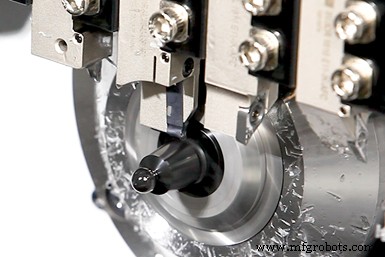
Arno의 AFC(Fast Change) 툴링 시스템은 분할 섕크, 절삭유 관통 선삭 공구, 절단 공구 및 홈 가공 공구를 고정하는 갱 플레이트로 구성됩니다. 사진 제공:Arno USA
이 공구 교환 프로세스를 최적화하기 위해 Arno-Werkzeuge USA LLC는 Swiss-type의 소형 작업 영역에서 고압 절삭유 라인을 제거하는 절삭유 관통형 고속 교환 툴링 시스템을 개발했습니다. 회사는 또한 정확한 반복성을 제공하면서 공구 교환 가동 중지 시간과 설정 시간을 몇 시간에서 몇 분으로 크게 줄인다고 말합니다. 회사에 따르면 이러한 이점은 완성된 부품 생산량을 증가시킬 뿐만 아니라 스핀들당 연간 수천 달러를 절약합니다.
Arno의 AFC(Fast Change) 툴링 시스템은 분할 섕크, 절삭유 관통 선삭 공구, 절단 공구 및 홈 가공 공구를 고정하는 갱 플레이트로 구성됩니다. 매니폴드처럼 설계된 냉각수는 갱 플레이트를 통해 공구로 다시 전달됩니다. 고정 스톱의 UN 스타일 슬롯은 냉각수를 픽업하고 피펫을 통해 냉각수가 절삭날로 직접 가는 프런트 엔드로 흐르게 합니다. AFC 시스템은 모든 툴링 위치를 지원하는 하나의 포트에 냉각수를 공급하거나 두 개의 포트를 공급하고 니들 밸브로 툴링 위치를 나눌 수 있습니다.
회사에 따르면 툴링 시스템은 한 번만 배관하면 되며 그 이후에는 고압 냉각수 라인을 다시 건드릴 필요가 없습니다. 적절한 설정으로 고압 라인이 기계 가드 뒤로 이동하여 깨끗한 가공 환경을 조성합니다. 이를 통해 작업자는 보다 안전한 일상적인 유지 관리를 완료할 수 있습니다. 또한 AFC의 로우 프로파일 클램프는 일반적인 클램핑 시스템에 비해 칩을 많이 수집하지 않습니다.

분할 생크 도구를 교체할 때 작업자는 두 개의 클램프를 풀어 절단 헤드를 제거한 다음 새 것으로 교체하기만 하면 됩니다.
스플릿 섕크 도구를 교체할 때 작업자는 두 개의 클램프를 풀어 커팅 헤드를 제거한 다음 새 것으로 교체하기만 하면 됩니다.
AFC 시스템을 사용하여 Arno는 도구를 교체하는 데 17초가 소요된다고 보고합니다. 이는 기존의 갱 플레이트를 사용하는 데 걸리는 일반적인 7~10분에서 크게 개선된 것입니다. 예를 들어 기존의 방법은 도구를 교체하는 데 5분, 도구를 만지는 데 1분, 꼭지를 조정하는 데 1분이 걸릴 수 있습니다.
Arno의 비즈니스 개발 관리자인 Keith Stroup은 "그런 다음 이를 3교대 작업으로 확장하면 5개 스테이션 모두의 도구를 교대당 두 번 교체하게 됩니다."라고 설명합니다. "따라서 교대당 5개 스테이션 모두에서 교대당 10번의 공구 교환은 스핀들이 각각 7분 동안 유휴 상태가 되는 30번과 같습니다." 그는 3시간 30분, 즉 유휴 시간의 거의 절반에 해당하는 시간이 기존의 매니폴드 및 스피곳 압반에 있는 도구를 수리하는 데 걸리는 시간이라고 생각합니다. "24시간 주기마다 3시간 30분은 해당 갱 플레이트의 툴링 서비스를 위한 스핀들 가동 중지 시간으로 연간 $70,000에 해당합니다."라고 그는 덧붙입니다.
이에 비해 작업자가 AFC 시스템으로 작업할 때 도구가 이전 도구 위치의 천분의 일 플러스 또는 마이너스 내에서 반복되기 때문에 수정이 필요하지 않습니다. 새로운 시스템은 진정한 냉각수 관통 시스템이기 때문에 냉각수 라인을 재조정하기 위해 시간을 고려할 필요도 없습니다. 또한 다음과 같은 이유로 칩 제거를 고려할 필요가 없습니다.
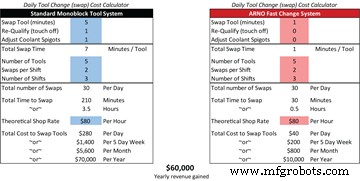
이 차트는 Arno를 사용한 예상 비용 절감 효과를 보여줍니다. Fast Change 툴링 시스템과 표준 모노블록 툴 시스템 비교. Arno는 사용자가 Fast Change 시스템을 사용하여 연간 $60,000를 얻을 수 있다고 말합니다.
Stroup에 따르면 이러한 표면은 부드러운 AFC 디자인으로 대부분 제거되었습니다. 따라서 17초의 공구 교환 시간이 고려할 수 있는 유일한 시간입니다. 그러나 실제 예를 들어 그는 시간을 1분으로 늘려 추가 초를 사용할 수 있는 주의가 산만한 작업자를 고려합니다.
여전히 하루에 30번의 유휴 시간이 있지만 기존 갱 플레이트를 사용하면 하루에 210분이 아닌 30분의 가동 중지 시간이 있습니다. "이 비용은 연간 $10,000에 불과합니다. 즉, AFC 시스템을 채택하여 해당 스핀들 하나로 연간 $60,000를 벌었습니다."라고 Stroup은 말합니다.
Arno-Werkzeuge USA LLC | arnousa.com
산업용 장비
다목적성을 높이기 위해 적절한 EOAT를 선택하는 것은 최종 사용자의 요구와 로봇 통합자의 친숙도를 기반으로 합니다. 엔드 이펙터는 각진 스타일과 병렬 스타일로 제공되며 전기, 유압, 기계 또는 공압으로 작동됩니다. 공압식 EOAT는 대부분의 툴링에 사용되며 중량 대 전력 비율로 인해 대부분의 패키징 응용 분야에도 사용됩니다. 그러나 그립력에 대한 제어력이 떨어지고 전기 EOAT보다 유연성이 떨어집니다. 유압식 EOAT는 높은 클램핑력을 생성할 수 있으며 신속하게 작동할 수 있습니다. 전력 소비, 크기, 복잡성, 무게 및 요구 사항
라이브 툴링 선반 프로그래밍 이것은 Haas cnc 선반 기계에서 구동 공구(라이브 툴링) 및 스핀들 방향의 사용을 보여주는 라이브 툴링 선반 프로그래밍 예제입니다. Haas cnc 선반 기계의 라이브 툴링 및 관련 M 코드에 대한 간략한 소개는 다음을 참조하십시오. CNC 선반 라이브 툴링 정의 및 관련 Haas CNC M-코드 M19 스핀들 방향 - M119 서브 스핀들 방향 Haas CNC 선반 M-코드 Haas CNC 선반 G 코드 라이브 툴링 프로그램 예제 코드 스핀들 제어에 C축을 사용하는 동일한 CNC 프로그램