

3D 프린팅

산업 제조
FDM 기술을 사용하여 3D 모델을 구성하는 것은 여러 가지 문제가 있습니다. 디자이너가 직면한 한 가지 문제는 시작/정지 라인 또는 이음매 라인입니다. Fortus 250mc 이상 장치와 함께 제공되는 STL 설정 소프트웨어인 Insight는 Seam Control이라는 기능을 사용하여 이러한 솔기 라인을 편집할 수 있습니다. 이 기능을 사용하면 솔기 라인의 위치를 변경하고 제어할 수 있습니다. 참고: FDM 데스크탑 장치에 사용되는 Catalyst 소프트웨어는 솔기선을 편집할 수 없습니다.
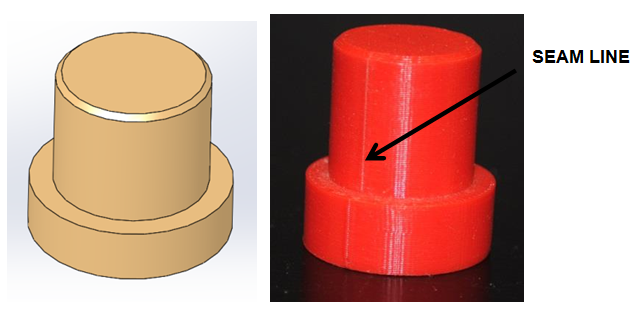
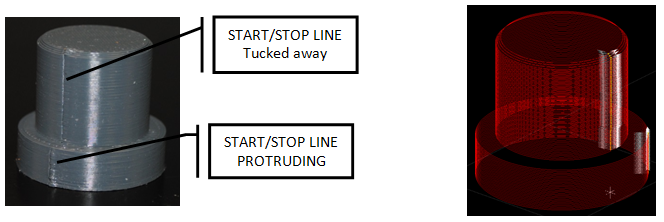
다음은 인쇄된 부품의 보스와 베이스 모두를 따라 흐르는 솔기 라인이 있는 간단한 보스 압출의 예입니다. 전통적으로 우리는 금속 줄 및/또는 사포로 솔기 라인을 제거합니다. 하나 또는 둘의 경우 Ye Old 파일을 파고 그 줄을 털어내는 것이 재미있습니다. 하지만 이 부품을 2,000개 만들어야 한다면 어떻게 될까요? 재미가 갑자기 우리를 탈출합니다. 얼마 전, 이음매 라인이 짝을 이루는 구성 요소를 방해하여 두 구성 요소가 결합되는 비슷한 문제에 직면했습니다.
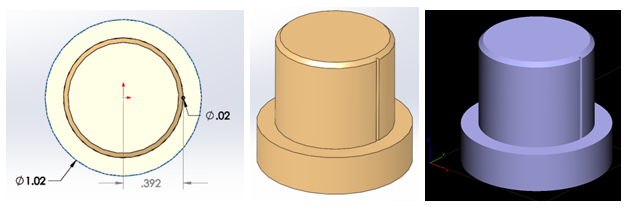
내 솔루션은 이음새 라인을 모델에 집어넣도록 부품 모델을 편집하여 결합 구성요소를 방해하지 않도록 하는 것이었습니다. 첫 번째 단계는 SOLIDWORKS를 사용하여 보스의 윗면에 원을 스케치하는 것이었습니다. 이 원의 중심은 보스 가장자리에 있었고 컷 돌출이 베이스의 상단 표면에 생성되었습니다. 나는 원의 지름을 슬라이스 높이의 두 배와 같게 만들었습니다. 예를 들어, 0.010" 슬라이스 높이에는 0.020" 절단 직경이 필요합니다. 내 CAD 모델에 대한 이러한 조정 후 Insight 처리 소프트웨어에서 사용할 새 STL 파일을 내보냈습니다.
Insight에서 Toolpaths 메뉴 아래에 있는 Seam Control을 사용했습니다. 흰색 및 회색 화살표로 표시된 대로 Seam Control이 켜져 있습니다. 이것은 변경되지 않은 상태로 두면 솔기 라인이 구축되는 위치를 보여줍니다. 기본 배치 방법은 자동으로 설정되어 있지만 정렬을 선택하려고 합니다.
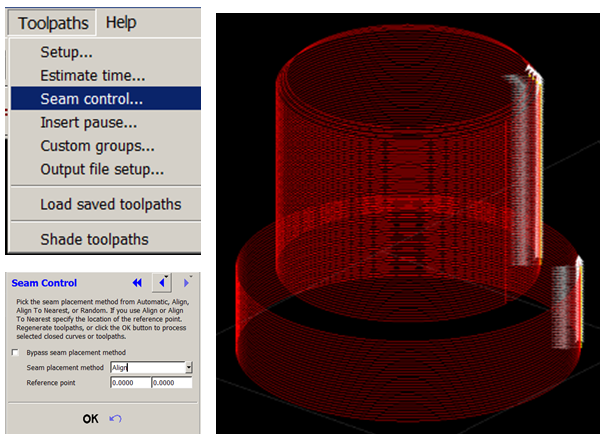
정렬을 선택하면 참조점 대화 상자가 켜지고 원점의 십자선이 보입니다. 아래와 같이 보스의 라인을 선택하여 시작합니다.
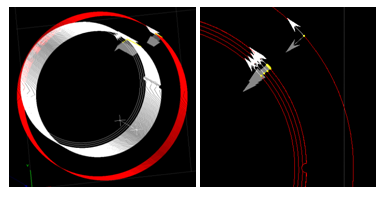
왼쪽에서 오른쪽으로 첫 번째 상자는 X이고 두 번째 상자는 Y입니다. 저는 다음 공식을 사용합니다. 중심 주요 OD 가장자리에서 키 중심 + ½ 주요 OD – 슬라이스 높이. X 예:메이저 OD=1.020/2+.392-.01=.892
그림 Y; 주요 외경/2. 예를 들어 1.02/2 =.510
값을 입력하고 확인을 클릭합니다. 그런 다음 실수로 클릭하여 방금 완료된 작업을 변경하지 않도록 Seam Control을 클릭합니다.
이제 솔기 제어가 완료되었습니다. 원하는 결과가 프린터에서 바로 작동합니다. 솔기 라인이 떨어져 있고 짝을 이루는 구성 요소가 바인딩되지 않습니다. 밑단에 키 컷이 없으면 솔기가 늘 그렇듯이 튀어나옵니다.
구멍은 다르게 처리되지 않습니다. 위의 단계를 반복합니다. 전반적으로 기능이 있으며 수천 개의 솔기 라인을 줄로 자르거나 샌딩하지 않는 목표를 달성했습니다. 이 과정의 미학을 계속 연구하고 이음새가 완전히 숨겨질 수 있는지 확인하겠습니다.
태그:FDM, 통찰력, 솔기 제어, 솔기 라인, 솔리드 워크, 정지 라인 시작
3D 프린팅
재고 관리의 정의 재고 관리라고도 하는 재고 관리는 너무 광범위하고 많은 기능을 통합하여 제한된 정의로 설명하기 어렵지만 이 Inc.com 항목이 말하는 방식이 좋습니다. 재고 관리는 회사 재고 관리의 모든 측면:구매, 배송, 수령, 추적, 창고 보관 및 보관, 회전율, 재주문. 재고 관리는 조직의 운영 및 수익에서 매우 중요한 부분이므로 인적 오류나 구식 시스템에 맡기는 것이 너무 중요합니다. 그렇기 때문에 많은 기업이 재고 관리 시스템에 투자하여 재고 관리의 모든 구성 요소를 하나의 통합 시스템에서 관리하도록 선택합니다.재고
Run Stop Jog Continue(RSJC)는 Haas 밀 및 선반에서 사용할 수 있는 CNC 제어 기능입니다. Haas Run Stop Jog Continue(RSJC) 개요 RSJC를 사용하면 실행 중인 프로그램을 중지하고 부품에서 멀리 조깅한 다음 프로그램 실행을 다시 시작할 수 있습니다. 공구가 부품에서 멀어지면 마모된 인서트 또는 파손된 공구를 교체하거나 중요한 기능을 검사할 수 있습니다. 그런 다음 프로그램을 재개할 수 있습니다. 몇 가지 주의 사항! 프로그램이 계속되면 OLD 또는 현재 활성화된 오프셋이 반환