

3D 프린팅

산업 제조
3D 프린팅에 관해서는 배워야 할 용어가 많습니다. 하지만 최근 들어 보셨을 껍데기 두께입니다.
쉘 두께는 인쇄물의 결과에 상당한 영향을 미칩니다. 이 문서에서는 이상적인 쉘 두께 설정을 얻는 가장 좋은 방법에 중점을 둡니다. .
완벽한 쉘 두께를 얻으려면 인쇄 부품의 내구성과 강도에 전적으로 달려 있습니다.
사용할 수 있는 벽의 최소 수는 2개이며 최대 10개입니다. 개인 취향과 기능을 고려하여 최종 인쇄물에는 많은 특징과 디자인이 있음을 알 수 있습니다.
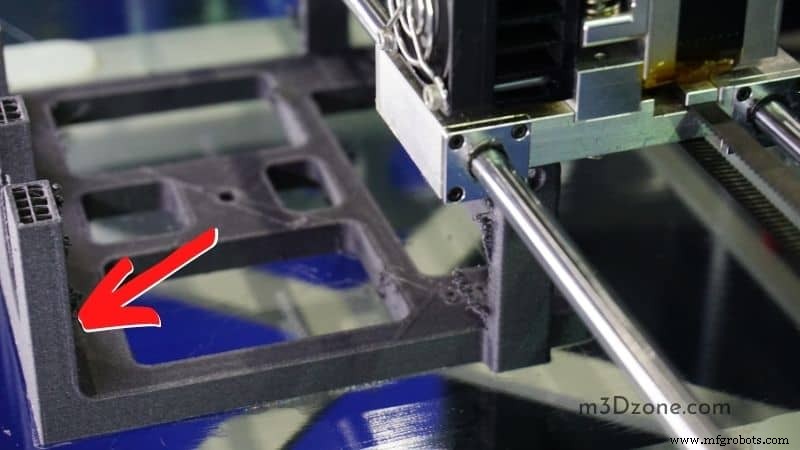
주변 셸은 3D 프린트 디자인의 가장 바깥쪽 레이어로, 구조적 무결성을 제공하고 외부 윤곽을 추적하여 나머지 모델을 지원합니다.
3D 프린트의 껍질은 물체의 벽과 상단 및 하단 표면을 포함합니다. 적절한 슬라이서 소프트웨어를 사용하여 3D 프린팅 프로젝트의 쉘 두께를 쉽게 설정할 수 있습니다.
쉘 두께는 주로 노즐 직경의 배수로 설정됩니다. 예를 들어, 0.4mm 노즐에서 최상의 쉘 두께를 얻으려면 0.8, 1.2, 1.6 등을 사용하는 것이 좋습니다.
벽 두께를 선 너비로 나누어 쉘 수를 결정할 수 있습니다. 상단 및 하단 레이어도 고려해야 합니다.
인쇄 과정에서 좋은 밀봉을 위해서는 세 개 이상의 상단 레이어를 유지해야 합니다. 두 개의 상단 레이어는 작업에 이상적입니다. 그러나 더 낮은 레이어 높이를 사용하면 상단 레이어에 간격이 나타날 수 있습니다.
3D 인쇄된 개체의 밀도와 강도를 제어하는 구성 요소에 대한 명확하고 완전한 그림을 제공하기 위해 껍질의 개념을 탐구하고 함께 채우는 것이 합리적입니다.
쉘 내부의 재료 패턴을 채우기라고 합니다. set 10%에서 100%까지 아무데나 설정할 수 있습니다. 슬라이서 소프트웨어를 사용하면 채우기 비율과 패턴을 제어할 수 있습니다.
모델을 3D 프린팅할 때 슬라이싱 소프트웨어에서 쉘 교차가 문제가 됩니다. STL 형식이 쉘이 교차하는 것을 방지하지 못할 수 있기 때문입니다.
모델을 플레인 커팅하려고 하면 STL 형식이 무엇을 해야 할지 모르기 때문에 형상이 좋지 않습니다.
환상적인 모델을 인쇄하는 만큼 조금 더 가까이서 보면 약간의 이상을 발견할 수 있습니다. 슬라이싱 소프트웨어는 교차 영역을 분리하여 의도적으로 쉽게 분해될 수 있는 모델로 끝납니다. 대부분의 슬라이싱 소프트웨어는 이 만연한 문제를 처리하는 방법을 제시합니다.
고급 설정에는 모든 윤곽선을 버리거나 단일 솔리드 모델로 병합할 수 있는 비다양체 세그먼트에 대한 슬라이싱 동작이 있습니다.
그러나 내부 세부 정보를 잃게 되므로 모든 문제를 해결할 수는 없습니다.
연결된 모든 표면을 분리하면 모든 문제가 해결되고 슬라이싱 소프트웨어가 결합해야 할 것과 결합하지 말아야 할 것을 알고 있기 때문에 모델을 원래대로 생성하게 됩니다.
AM 기술은 총기 부품을 제조하는 것을 가능하게 했습니다. 작든 크든 총기 회사는 새로운 부품과 구성 요소를 신속하게 프로토타이핑하고 시장에 더 빨리 출시함으로써 적층 제조의 이점을 누릴 수 있습니다.
탄약을 사용하면 대부분의 재장전 장치가 사용할 수 없는 다양한 인쇄 기술을 사용하여 이러한 자료를 인쇄할 수 있습니다.
탄약은 프라이머와 같은 위험한 부품으로 구성되어 있어 인쇄 중에 3D 프린터가 폭발할 위험이 있습니다.
리로더는 일반적으로 AM 기술을 통해 프라이머를 추가하여 카트리지에 프라이머를 추가하여 프라이머로 작업할 때 세심한 주의를 기울입니다. 그러나 적층 제조는 곧 케이싱 및 발사체 생산에 가까워질 것입니다.
Cura는 3D 프린터와 함께 사용하여 거의 모든 인쇄 모델을 만들 수 있는 3D 개체 슬라이싱 소프트웨어입니다. 벽 두께 설정은 더 강력한 부품을 3D로 인쇄하거나 모델 후처리를 시작할 때 이를 최대한 활용하는 데 필요한 것입니다.
취성 또는 덜 강한 재료를 사용하여 인쇄할 경우, 쉘 두께가 응력을 받은 후 탄성 변형이 거의 없이 파손될 수 있습니다.
이 경우 전체 벽 선 수 설정을 숙지해야 합니다. 벽 두께를 늘리면 모델의 구조를 위태롭게 하지 않으면서 더 강한 부품을 만들고 더 미세한 세부 사항을 작업할 수 있습니다.
3D 프린터에 따라 2~3개의 노즐 직경에 해당하는 0.8mm의 벽 두께로 모든 부품을 인쇄해야 합니다.
일반적으로 단일 벽 선 수를 사용하여 인쇄된 모델은 쉽게 변형되어 부품의 치수 정확도와 강도에 영향을 미칩니다.
인쇄된 부분의 강도를 높이려면 최대 1.6mm의 벽두께 사용을 권장합니다. 품질 설정 아래에 있는 작은 톱니바퀴 아이콘을 클릭하여 벽 선 너비를 활성화합니다.
벽선 너비를 변경하면 벽선 개수도 즉시 변경됩니다. 0.4mm 노즐의 경우 Cura의 벽 선 너비는 0.4mm입니다. 벽 두께를 1.2mm로 수정하면 벽 선 수가 즉시 3으로 변경됩니다.
채우기 비율은 3D 프린트 디자인의 강도, 구조 및 무게를 결정합니다.
Infill은 인쇄 개체 내에 존재하는 것을 형성하는 반면 외부 벽 또는 둘레는 부품의 외부 쉘을 형성합니다.
매우 견고할 필요가 없는 대부분의 "표준" 인쇄물에 대해 15-50% 채우기 밀도를 권장합니다. 이 밀도 비율은 인쇄 시간을 줄이고 적절한 강도를 제공하며 재료를 절약합니다.
기능성 인쇄를 위해서는 강해야 하므로 최소 50% 이상의 더 높은 충전재를 사용해야 합니다. 그러나 100%까지 올라가는 것을 두려워하지 마십시오.
전시용으로만 사용되는 더 작은 입상 모델의 경우 0-15%의 채우기 밀도를 사용하는 것을 고려해야 합니다. 밀도 값을 사용하면 필라멘트가 거의 없이 적당히 빠른 인쇄가 됩니다. 이 밀도 범위로 모델을 인쇄하면 가볍고 견고하지 않습니다.
1-100% 범위의 채우기 밀도는 TPU와 같은 유연한 재료를 사용하여 인쇄된 부품에 적합합니다. 또한 채우기 밀도가 높을수록 인쇄 부분의 유연성이 떨어짐을 기억해야 합니다.
쉘 두께는 중요하지만 많은 사람들이 간과하는 아이디어입니다. 초보자라면 Cura를 사용하여 이러한 계산을 자동으로 처리하는 것이 좋습니다.
사용자 정의 범위를 훨씬 더 넓히려면 Simplify3D를 포함하여 훨씬 더 고급 슬라이싱 소프트웨어를 사용할 수 있습니다.
그러나 이 소프트웨어는 여전히 가능한 오류에 대한 많은 여지를 남깁니다. 이 기사가 도움이 되었기를 바라며 3D 인쇄 요구 사항에 대한 최적의 매개변수를 설정하는 방법을 이해하는 데 도움이 되었기를 바랍니다.
3D 프린팅
3D 프린터 사용자는 부품을 만들 때 특정 문제가 발생할 수 있으므로 조언을 따르는 것이 좋습니다 3D 프린팅을 시작하기 전에 발생 가능한 오류 및 오류를 방지하기 위해 아래에 나와 있습니다. . 1. .STL 파일 검토 3D 프린터 사용자가 인쇄하려는 인터넷 모델을 디자인하거나 다운로드할 때 모델을 확인하고 얼굴이나 표면 사이에 열린 영역이 없는지 확인해야 합니다 , 그들은 존재하기 때문에 조각에서 보이드 또는 필라멘트 형태의 오류를 유발합니다. 이를 방지하기 위해 GCode (Pronterface, Cura, Simplif
3D 프린팅의 세계는 의학 분야에 매우 존재합니다 , 많은 사람들이 그것에 대해 알지 못하지만. 2011년은 Kaiba Gionfriddo의 사례 덕분에 이 분야에서 3D 프린팅 붐이 일어난 해라고 할 수 있습니다. 소녀 카이바는 기관이 무너질 정도로 약해지는 질병을 가지고 태어났다. 삽관을 받았음에도 불구하고 소녀는 여전히 호흡 정지의 순간을 겪었고 이는 그녀의 심장에도 영향을 미쳤습니다. 그러나 Green과 Hollister의 개입 덕분에 , Kaiba 기관에서 생체 적합성을 설계, 인쇄 및 연결한 두 명의 생체역학 공학 전문가