

3D 프린팅

산업 제조
3D 프린터 사용자는 부품을 만들 때 특정 문제가 발생할 수 있으므로 조언을 따르는 것이 좋습니다 3D 프린팅을 시작하기 전에 발생 가능한 오류 및 오류를 방지하기 위해 아래에 나와 있습니다. .
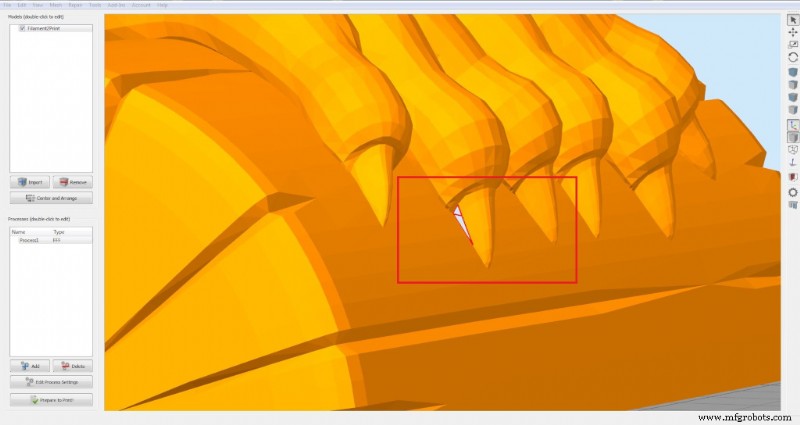
3D 프린터 사용자가 인쇄하려는 인터넷 모델을 디자인하거나 다운로드할 때 모델을 확인하고 얼굴이나 표면 사이에 열린 영역이 없는지 확인해야 합니다 , 그들은 존재하기 때문에 조각에서 보이드 또는 필라멘트 형태의 오류를 유발합니다. 이를 방지하기 위해 GCode (Pronterface, Cura, Simplify3D, Slic3r)를 인쇄하거나 생성하는 데 사용되는 프로그램의 미리보기에서 해당 부분을 확인하면 됩니다. , 위에서 언급한 틈이나 잘못된 관절을 찾습니다.
인쇄 매개변수는 매우 중요합니다 (온도, 속도, 지원 유형 등) 각 재료, 각 조각, 필라멘트 직경 및 3D 프린터 모델까지 조정 사용자가 사용합니다. 이러한 오류를 방지하려면 항상 제조업체의 조언(온도 및 인쇄 속도)을 따르고 다른 온도에서 인쇄 테스트를 수행하십시오. 간단한 테스트는 타워를 인쇄하고 온도를 1cm마다 5ºC씩 변경하여 어느 것이 가장 좋은지 항상 제조업체의 한계 내에서 확인하는 것입니다(링크 1, 링크 2).

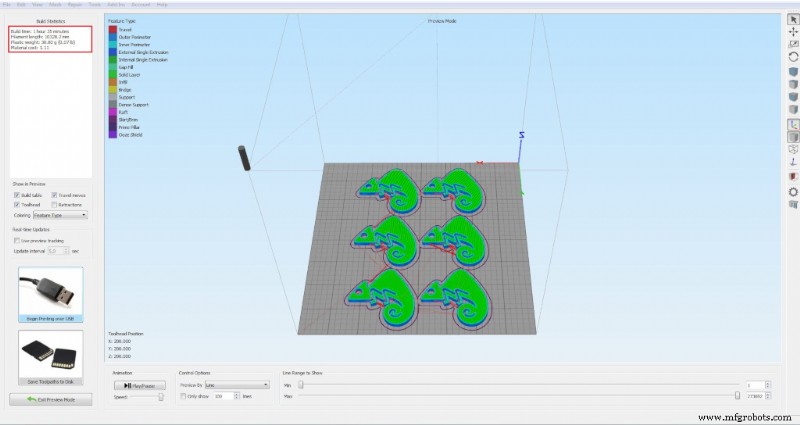
모든 3D 인쇄 프로그램 (Cura 또는 Simplify3D)는 제작할 조각의 무게 추정을 용이하게 합니다. . 이 데이터를 통해 사용 가능한 필라멘트가 충분한지 확인하여 불완전한 3D 인쇄를 방지할 수 있습니다.
The state of the base is crucial, especially so that there is no "warping". With the use of Kapton Tape and Blue Tape you should check for scratches or tape-free areas in the 3D printing area. In the same way, in case of employing BuildTak you should be checked for scratches and tears, which can cause the base part to peel off in large prints and durations. If a glass base is used directly, it shouldn't present deep scratches or detachments, which will cause the piece to peel off during 3D printing. For 3D impressions on glass base it is advisable to use a sticky spray as 3DLac or DimaFix.
To ensure correct and quality 3D printing, the base must be properly leveled and calibrated. The process of how to perform the leveling of the base is explained in the following article: Leveling and calibration of the 3D printer base.
The last step that must be done before 3D printing begins is the filament purge. With this purge, the filament is prevented from starting to come out of the extruder with delay and the 3D printing has to be reworked due to the absence of material in the first layers. This process can be done manually by heating the extruder to the temperature of the filament to be used and pushing it until the flow is continuous; Or increasing the number of turns you make by copying the silhouette of the piece (Skirt) before starting 3D printing. This parameter is modified in the 3D printing program that is used.
After following all the steps mentioned above, parctically all errors that occur due to 3D printing (FDM / FFF) are eliminated.
3D 프린팅
이전 기사에 이어 3D 프린터 외부의 드래프트로 인해 압출기의 걸림이나 뒤틀림 및 균열과 같은 실수와 실패를 피하기 위해 3D 프린팅 중에 가장 중요한 팁은 다음과 같습니다. 1. 초안에서 격리 공기 외부에 있는 Currents 3D 프린터는 3D 인상의 많은 실패에 대한 책임이 있습니다. 이는 기류로 인해 급격한 온도 저하가 발생하기 때문입니다. 균열 또는 뒤틀림을 유발할 수 있는 부품 , 특히 사용자가 ABS와 같은 섬세한 재료를 사용하는 경우. 이러한 문제를 방지하려면 3D 프린터가 외풍이 없는 방에 있어야 합니다. , 특히
3D 프린팅의 세계는 의학 분야에 매우 존재합니다 , 많은 사람들이 그것에 대해 알지 못하지만. 2011년은 Kaiba Gionfriddo의 사례 덕분에 이 분야에서 3D 프린팅 붐이 일어난 해라고 할 수 있습니다. 소녀 카이바는 기관이 무너질 정도로 약해지는 질병을 가지고 태어났다. 삽관을 받았음에도 불구하고 소녀는 여전히 호흡 정지의 순간을 겪었고 이는 그녀의 심장에도 영향을 미쳤습니다. 그러나 Green과 Hollister의 개입 덕분에 , Kaiba 기관에서 생체 적합성을 설계, 인쇄 및 연결한 두 명의 생체역학 공학 전문가