

3D 프린팅

산업 제조
핫엔드는 FDM 3D 프린터의 기본 부품 중 하나입니다. 명백한 단순성에도 불구하고 가장 복잡한 것 중 하나입니다. 이 구성요소는 프린터의 해상도뿐만 아니라 특정 자료를 인쇄하는 기능도 있습니다. 거친 고열과 같은. 핫엔드를 선택할 때 여러 옵션이 있습니다. 각각에 대한 여러 예비 부품 및 액세서리도 있습니다. 모든 애플리케이션에 완벽한 핫엔드는 없으며 가장 적합한 옵션 각 사용자는 3D 프린팅에 부여하는 우선적 사용 또는 일반적으로 사용하는 재료에 따라 조건이 됩니다. .
각 사용자에게 가장 적합한 핫엔드를 선택하고 구성하는 방법을 배우려면 그것이 어떻게 작동하고 어떤 부분을 구성하는지 이해해야 합니다.
핫엔드는 구성 공간에 필라멘트를 넣기 전에 필라멘트를 녹이고 압출하기 위한 일련의 요소입니다. 핫엔드 a 항상 압출기와 함께 작동합니다. 직접 또는 간접 장착(보우덴). 그것은 기본적으로 다음과 같이 구성됩니다:압출기가 필라멘트를 녹는 작은 챔버로 밀어넣고 생성된 압력으로 인해 용융된 재료가 작은 구멍을 통해 나오며 구조물 또는 조각. 필라멘트가 밀리기 때문에 용융 영역에 도달하기 전에 최대 강성을 유지해야 합니다. 이렇게 하려면 핫엔드에 명확하게 구분되는 두 부분, 즉 콜드 존과 핫 존이 있어야 하며 두 부분 사이의 전환은 가능한 한 짧아야 합니다.
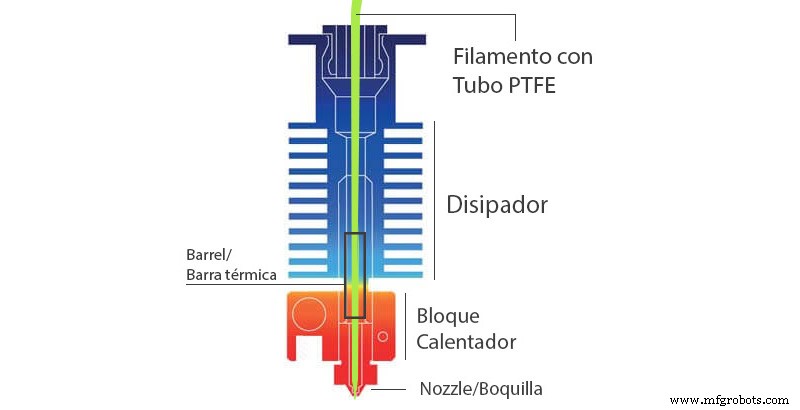
핫엔드는 주로 6가지 구성 요소로 구성됩니다.
핫엔드의 마지막 부분이며 XY 평면에서 프린터의 해상도를 결정하는 부분입니다. 가장 적합한 것을 선택할 때 세 가지 매개변수를 고려해야 합니다:해당 시스템, 직경 및 재료.
시스템:
여러 핫엔드 시스템이 있지만 가장 일반적인 시스템은 V6 시스템과 Mk8입니다. 이 외에도 다음과 같은 일부 인지 브랜드 Ultimaker, BCN3D 또는 Raise 3D에는 자체가 있습니다.

V6 및 MK8 노즐 모두 M6x1 나사산을 가지고 있고 얼핏 보면 호환되는 것처럼 보일 수 있지만 그렇지 않습니다. 크기가 상당히 다름 둘 사이. MK8 시스템의 노즐은 길이가 8mm이지만 V6 시스템의 길이는 5mm입니다. 이는 레벨 센서가 헤드에 있는 프린터에서 노즐이 더 높고 인쇄할 수 없음을 의미합니다. 다른 시스템의 핫엔드를 적용하기 위해 프린터를 수정할 수 있지만 원래 시스템을 유지하는 것이 좋습니다 다른 시스템의 구성 요소를 혼합하지 마십시오. 이는 현재 문제가 되지 않습니다. 두 시스템 모두에 다음과 같은 뛰어난 품질의 부품을 생산하는 제조업체가 있기 때문입니다. E3D, MicroSwiss 또는 3DSolex.
지름:
일반적으로 대부분의 핫엔드는 해상도와 인쇄 시간 간의 이상적인 절충안으로 간주되므로 기본적으로 0.4mm 노즐을 사용합니다. 그러나 경우에 따라 더 나은 직경 옵션이 많이 있습니다.
사용 가능한 노즐의 범위는 시스템과 제조업체에 따라 다르지만 일반적으로 0.25~0.8mm 범위입니다. 이는 FDM 기술의 본질적인 한계 때문입니다. 플라스틱은 녹을 때 상당한 점도를 유지하므로 직경이 작을수록 더 높은 압력을 적용해야 합니다. 그렇기 때문에 0.25mm 미만에서는 필요한 압력이 너무 높아 일부 플라스틱을 인쇄할 수 없습니다. 더 높은 점도. 그러나 E3D와 같은 일부 제조업체는 최대 0.15mm의 실험용 노즐을 보유하고 있습니다. 저속 PLA로 인쇄하여 우수한 결과를 얻을 수 있습니다.

0.8mm 이상의 노즐의 경우 핫엔드가 충분한 플라스틱 체적 흐름을 녹일 수 있는 능력으로 인해 제한이 있습니다. 적절한 압출을 유지합니다. 대구경 노즐은 압출 속도가 매우 높아 필라멘트를 같은 속도로 녹이는 것이 불가능할 수 있습니다. 그럼에도 불구하고 가장 인정받는 두 제조업체는 서로 다른 두 가지 전략을 사용하여 이 한계를 부분적으로 해결했습니다.
한편으로 E3D는 Volcano 및 Supervolcano로 알려진 두 개의 V6 하위 시스템을 제공합니다. 핫엔드 핫존의 길이 증가를 기반으로 합니다. 훨씬 더 큰 플라스틱 흐름을 녹이는 데 성공했습니다. 여기에는 표준 크기의 노즐을 사용하여 더 빠른 속도로 인쇄할 수 있는 가능성이 포함됩니다. 최대 1.4mm의 노즐을 사용할 수 있습니다.
<강> 
반면 제조업체는 3DSolex 혁신적인 기술인 '핵심 발열 기술'을 선보였습니다. 이 기술은 핫엔드 내부를 3개의 챔버로 분할하는 것을 기반으로 합니다. 필라멘트와 접촉하는 더 큰 고온 표면을 달성하여 더 빠르고 균일한 융합 핫 존의 길이를 늘릴 필요가 없습니다. 덕분에 3DSolex는 직경이 최대 2mm인 노즐을 제공합니다. V6 시스템과 호환됩니다.
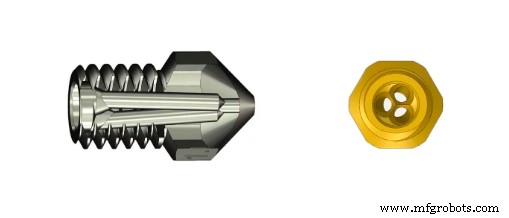
재료 :
최근 몇 년 동안 새로운 첨단 소재의 등장으로 노즐을 새로운 소재로 설계해야 할 필요성도 생겼습니다. 현재 노즐 제조에서 가장 일반적인 재료는 다음과 같습니다.

히트브레이크의 노즐과 핫 존에 열을 전달하는 역할을 담당하는 요소입니다. 주로 정상 온도와 고온의 두 가지 유형이 있습니다. 표준 가열 블록은 일반적으로 알루미늄으로 만들어집니다. 가장 경제적이지만 300 oC까지만 견딜 수 있습니다. 고온용은 니켈 도금 구리로 만들어졌으며 최대 500 oC의 온도를 견딜 수 있습니다.
V6 시스템과 같은 일부 제품에는 실리콘 케이스 또는 양말 옵션이 있습니다. 조사된 열로부터 부품을 보호하는 데 도움이 됩니다. PLA와 같은 소재에서 특히 중요한 것 .
It is the element responsible for measuring the temperature of the heating block. There are multiple different types, with different form factors and parameters. It is perhaps one of the most difficult elements to exchange, since in addition to having different form factors, it may be necessary to modify the printer firmware or even add additional electronic components. The most common types are three:
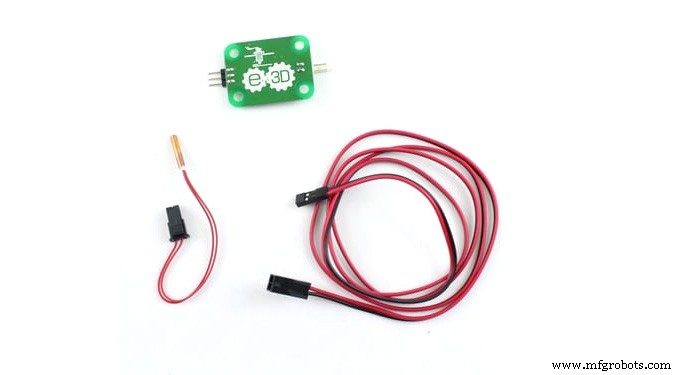
It basically consists of a resistance that, when a current passes through it, transmits heat to the heating block. The most common ones have a power of 30 W or 40 W. With exceptions, their dimensions are generally universal. They are available in 12V and 24V versions, it is essential to use the voltage appropriate to the printer board.
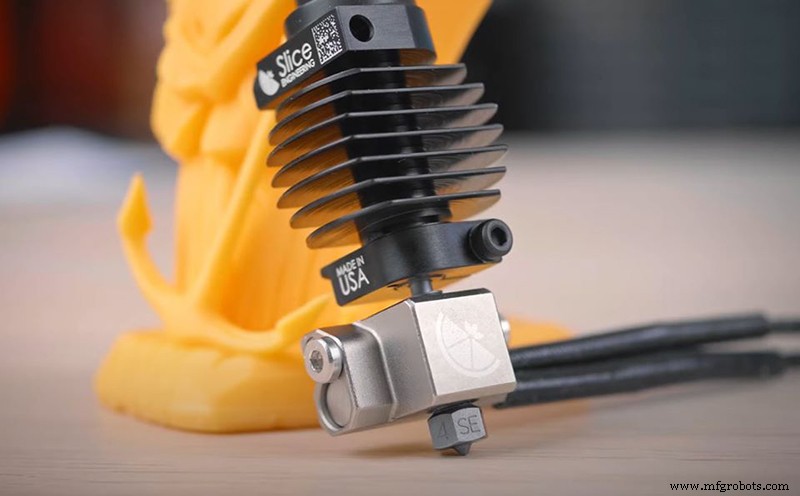
One of the most important elements of the hotend. Its function is to separate the hot zone and the cold zone from the hotend and its quality is decisive in avoiding possible traffic jams. It is the component that will determine whether a hotend is All-Metal type or not, depending on whether its interior is Teflon coated or not. It is manufactured with low coefficient thermal transmission materials such as stainless steel to increase the thermal breakage effect. The highest quality ones are produced in titanium or with bimetallic combinations like Slice Engineering .

Its function is to cool the cold zone of the hotend, and prevent the filament from rebladgeating before reaching the melting zone. It is very important that their quality and performance are very high, especially when using high temperatures or polymers with low softening temperature such as PLA. In the case of using direct extruders, another important function is to prevent heat from being transmitted to this, except for exceptions from compact extruders such as the E3D Aero and Hemera, in which the extruder body itself acts as a heatsink.

As we discussed at the beginning, there is no ideal hotend capable of working at maximum performance in all cases. For each situation, there is an optimal model or combination. Although standard hotends generally perform well on occasional prints with basic materials, when more demanding situations occur it may be necessary to replace the hotend or certain components of it. Among these special situations are these six most common:
Although in general the most common materials have printing temperatures below 280 oC, there are some engineering filaments whose printing temperature may be slightly above as is the case of polycarbonate or even well above as PEKK. In these cases it is essential to select a hotend whose components are capable of withstanding high temperatures. For this purpose, both the heating block and the nozzle are made of nickel-plated copper. In addition, they must be accompanied by an All-Metal heatbreak with the lowest possible coefficient of thermal transmission, such as those made of titanium or bimetallic compounds .
Due to the limitation of the thermistors, it will be essential that the hotend performs the temperature measurement through a thermocouple or a PT100 probe .
In the case of using a direct extruder, the heatsink must be of high quality and be refrigerated as best as possible .
Among the options available, probably the best for this type of application are the Mosquito and Copperhead hotends from Slice Engineering.
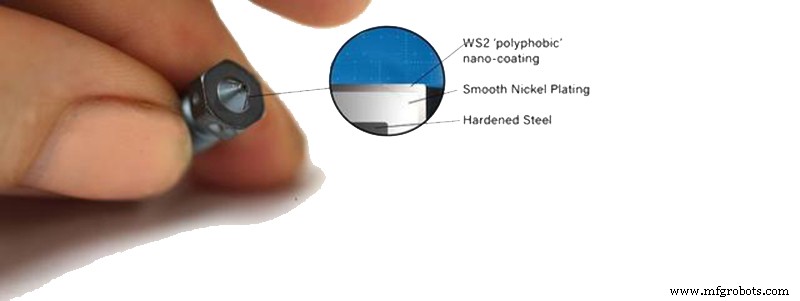
Probably one of the most demanding cases. The choice would be the same as in the previous case, except that it would be necessary to replace the nickel-plated copper nozzle with one suitable for abrasive materials such as the Hardened Steel Nozzle or the E3D Nozzle X in sizes of 0.6 mm. Both compatible with Slice Engineering hotends.
When using abrasive materials, but not required to reach temperatures above 285 oC, it is also advisable, as in the previouscase, to use an abrasion resistant nozzle and an All-Metal heatbreak. Although a Teflon heatbreak would also work properly, wear would be high, and ptfE tube needed to be replaced frequently. Within the metallic heatbreaks,titanium heatbreaks have greater durability in the face of abrasive materials due to their high hardness. However, in this case an aluminum heating block would be more than enough .
In the case of printing parts with biocompatible materials or for food use, the essential thing is to avoid contamination with metal residues that may cause toxicity. It is best that all components in contact with the filament are made of stainless steel or titanium. That's why an E3D V6 hotend with titanium heatbreak and stainless steel nozzle would be the perfect combination.

When printing parts with large volumes, the print time may be primed before the resolution. In these cases it may be useful to use nozzles with large diameters, greater than 1 mm. This involves using hotends capable of melting large filament flows at a reasonable rate. In these situations the V6 Volcano or Supervolcano system are one of the best options.

As in the previous case, the limit is determined by the speed at which our hotend is able to melt the filament. Although in this case both the V6 Volcano and V6 Supervolcano system would be suitable, the optimal option is the use of Solex nozzles with "Core Heating Technology" technology capable of reaching flow rates of up to 30 mm3/s and compatible with both E3D and Slice Engineering hotends.

In many cases, our needs are not limited to only one of these cases, so it will be necessary to seek a compromise that allows adequate performance in several situations.
However, it is ideal to have a highly modular system such as the E3D V6 or the new Copperhead from Slice Enginnering. Thanks to these two systems it is possible to reconvert our hotend to provide maximum performance in each situation .
3D 프린팅
CNC 가공은 다양한 제품을 제조하는 데 필수적인 프로세스이지만, 귀하의 요구에 가장 적합한 기계 공장을 선택하는 것은 어렵고 시간이 많이 소요될 수 있습니다. 온라인 검색 또는 신뢰할 수 있는 다른 공급자의 추천 요청과 같이 상점을 선택하는 방법에는 여러 가지가 있습니다. CNC 기계 공장을 찾는 방법을 결정할 때 귀하의 요구에 가장 적합한 공장을 찾는 데 도움이 될 수 있는 여러 고려 사항이 있습니다. 가까운 CNC 기계 공장 고려 필수는 아니지만 지역 CNC 기계 공장에서 더 많은 편의를 제공하는 경우가 많습니다. 현지 공
현대 제조 및 가공 기술의 지속적인 발전으로 CNC 가공 장비와 이를 지원하는 CAM 시스템이 널리 사용되고 개발되었습니다. CAM 시스템에 의해 생성된 가공 공구 궤적(즉, 공구 경로 패턴)은 제어 장비의 가공 작업의 핵심입니다. 정확도, 표면 거칠기, 전체 가공 시간, 공작 기계의 수명 및 가공된 공작물의 기타 측면에 직접적인 영향을 미치고 궁극적으로 생산 효율성을 결정합니다. 이 기사는 절삭 방법의 다양한 특성과 선택에 영향을 미치는 몇 가지 요인을 분석하고 밀링 공정에서 기술 방법과 절삭 방법을 비교하고 적절한 공구 경로