

3D 프린팅

산업 제조
인쇄용 파일을 준비할 때 기본 매개변수와 작동 방식을 아는 것이 매우 중요합니다. 오늘날의 라미네이팅 소프트웨어에서 사용할 수 있는 매개변수의 수는 증가하고 있지만 소프트웨어 및 기술에 대한 심층적인 지식이 없다면 기본 매개변수만 수정하여 시작하는 것이 좋습니다.
3개의 매개변수 그룹 구분할 수 있습니다:재료에 의존하는 것, 인쇄 프로필을 정의하는 것, 하드웨어를 정의하는 것. 소프트웨어에 따라 다른 카테고리로 표시되거나 함께 표시될 수 있습니다.
일반적으로 프린터의 노즐과 관련이 있으며 직경이 다른 노즐로 변경 시 수정이 필요합니다.
노즐 직경: 이것은 사용된 노즐의 실제 직경입니다. 0.4노즐을 사용할 경우 0.4mm를 선택해야 합니다.
재료 매개변수는 각 재료에 직접적으로 의존하는 매개변수이므로 재료를 변경할 때 변경해야 합니다. 가장 중요한 것은 다음과 같습니다.
최종 조각의 품질, 마감 및 내구성을 정의하는 매개변수입니다. 재질에 직접 의존하지 않으므로 재질별로 조정할 필요가 없습니다. 영향을 미치는 요소에 따라 다양한 범주로 분류할 수 있습니다.
레이어 매개변수
레이어 높이 :각 레이어의 두께를 정의합니다. 스위트 스폿은 일반적으로 노즐 직경의 절반과 일치합니다. 예를 들어 0.4mm 노즐의 경우 0.2mm이고 0.6mm 노즐의 경우 0.3mm입니다. 노즐 직경의 75%보다 큰 층 높이는 절대 사용해서는 안 됩니다.
주변 매개변수:
주변 수: 부품이 갖게 될 둘레의 수를 정의합니다. 부품의 벽 두께는 주변 수에 돌출 너비를 곱한 값입니다. 최소 1mm의 벽 두께를 얻을 수 있는 최소 수를 사용하는 것이 좋습니다.
채우기 매개변수:
충전 밀도 :부품 내부를 채우는 비율입니다. 이는 빈 부피에 대한 재료가 차지하는 부피로 정의되므로 충전 밀도가 50%인 경우 부품 내부 부피의 절반이 비게 됩니다. 일반적으로 10~30% 사이의 값을 사용합니다.
2차원 또는 평면 :직선, 격자 또는 삼각형과 같이 가장 일반적입니다. 그들은 일반적으로 가장 빠르지만 일반적으로 부품의 높은 이방성을 생성합니다.
3차원 :자이로이드나 큐빅 등. 하부 이방성을 제공하지만 일반적으로 인쇄 시간이 더 깁니다.
동심 :유연한 부품의 최대 유연성에 적합합니다. 단단한 부품에서는 일반적으로 주변부와 겹치지 않기 때문에 더 나은 마감 처리를 제공하지만 부품의 기계적 특성은 최소화됩니다. 시각적 모델 및 목업에 적합할 수 있습니다.
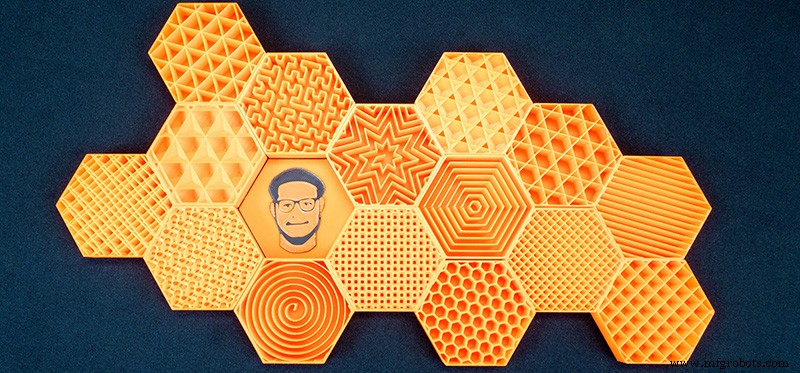
겹침 채우기 :채우기 선이 주변에서 겹치는 거리입니다. 값이 높으면 부품의 강도가 향상되지만 채우기 패턴이 부품 표면에 보일 수 있습니다.
이러한 기본 매개변수는 올바른 속도 설정, 기본 및 올바른 미디어 설정에 대한 추가와 함께 완전하고 효율적인 인쇄 프로필을 허용합니다.
3D 프린팅
FDM 3D 프린터의 기능적 부분에 대해 이야기할 때 레이어 팬은 가장 중요한 구성 요소 중 하나입니다 찾을 수 있습니다. 3D 프린터에는 일반적으로 HotEnd 영역에 두 개의 팬이 있습니다. 하나는 HotEnd 디퓨저 냉각을 담당하고 다른 하나는 노즐에서 나오는 재료를 냉각합니다. 이 기사에서는 후자인 레이어 팬에 대해 이야기하겠습니다. 필요한 경우 모든 사용자는 노즐이 동일한 영역에서 지속적으로 움직이는 작은 영역 영역으로 일부 부품을 인쇄하려고 시도했으며, 이는 부품을 연화시키는 과도한 온도를 유발하는 프로세스입니다. 같
핫엔드는 FFF 3D 프린터의 가장 중요한 구성 요소 중 하나이며 가장 많이 마모되는 부품입니다. 적절한 유지 보수를 수행하고 주기적으로 점검하여 상태를 확인하는 것이 필수적입니다. 독립형(예:E3D V6) 및 소형 헤드에 통합된(예:Hemera, LGX FF) 여러 유형의 핫엔드가 있지만 모두 공통 구성 요소가 많습니다. 이미지 1:LGX 컴팩트 헤드에 통합된 핫엔드. 출처:bondtech.se 모든 핫엔드에서 다음 구성 요소를 찾을 수 있습니다. 노즐:용융된 재료가 압출되는 요소입니다. 가열 카트리지:가열 블록을 가열하