

3D 프린팅

산업 제조
핫엔드는 FFF 3D 프린터의 가장 중요한 구성 요소 중 하나이며 가장 많이 마모되는 부품입니다. 적절한 유지 보수를 수행하고 주기적으로 점검하여 상태를 확인하는 것이 필수적입니다.
독립형(예:E3D V6) 및 소형 헤드에 통합된(예:Hemera, LGX FF) 여러 유형의 핫엔드가 있지만 모두 공통 구성 요소가 많습니다.

모든 핫엔드에서 다음 구성 요소를 찾을 수 있습니다.
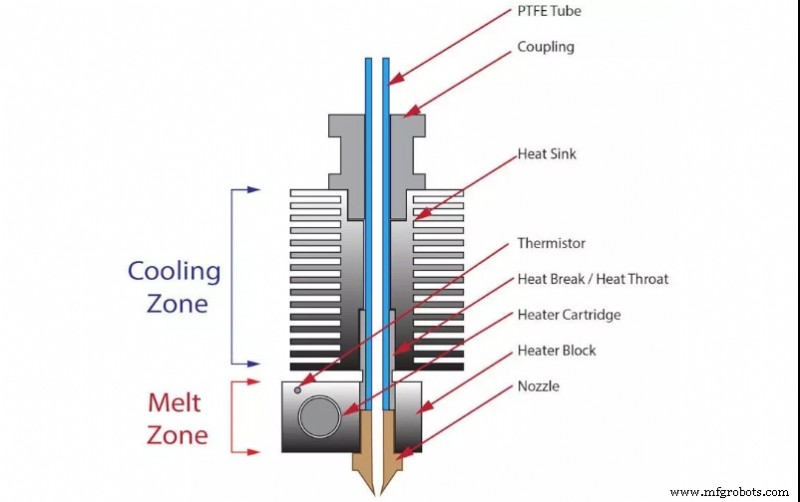
핫엔드의 올바른 기능을 보장하려면 각 요소의 상태와 모든 요소의 조립을 확인해야 합니다.
소모품이므로 수명이 제한됩니다. 노즐이 마모되면 노즐 직경이 증가하고 노즐 길이가 감소합니다. 이것은 부품의 마감을 저하시키는 일관되지 않은 압출에 반영됩니다.
노즐 마모를 가속화하는 몇 가지 요인이 있습니다. 가장 일반적인 것은 복합 재료를 사용하는 것입니다. 필라멘트에 섬유나 입자가 있으면 노즐 벽이 심하게 마모됩니다. 특히 연마재는 유리 또는 탄소 섬유 필라멘트, 세라믹 또는 금속 입자와 인광 필라멘트로 로드된 필라멘트입니다.
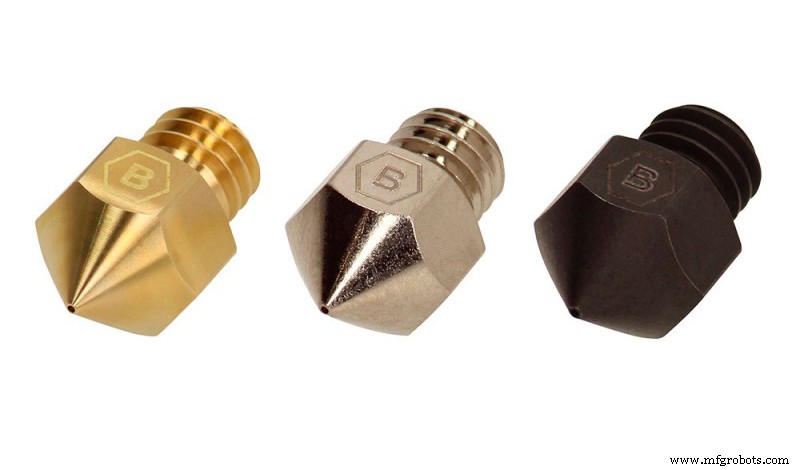
한편, 노즐을 만드는 재료도 노즐의 내구성을 정의합니다. 가장 일반적인 자료는 다음과 같습니다.
사용된 재료와 온도에 크게 좌우되기 때문에 노즐 교체 빈도를 추정하기는 어렵지만 다음 값을 추정할 수 있습니다.
히팅 카트리지와 관련된 가장 빈번한 고장은 연결 문제 때문입니다. 카트리지에 들어가는 전선은 일반적으로 두 개의 내열성 플라스틱 덮개로 보호됩니다. 이 외피는 사용함에 따라 열화되어 금속 와이어가 노출되는 경향이 있습니다. 전선의 절연 손실이 단락, 화재 또는 사용자에게 심각한 부상을 초래할 수 있으므로 마모가 분명한 즉시 히팅 카트리지를 교체해야 합니다.
히팅 카트리지와 마찬가지로 가장 민감한 부분은 케이블 연결 부분입니다. 케이블 또는 케이블 연결이 손상되면 온도 측정이 잘못되고 불규칙하게 됩니다. 케이블이 완전히 끊어지면 온도 값은 최대 값으로 고정됩니다. 연결 상태를 자주 확인하는 것이 좋습니다.

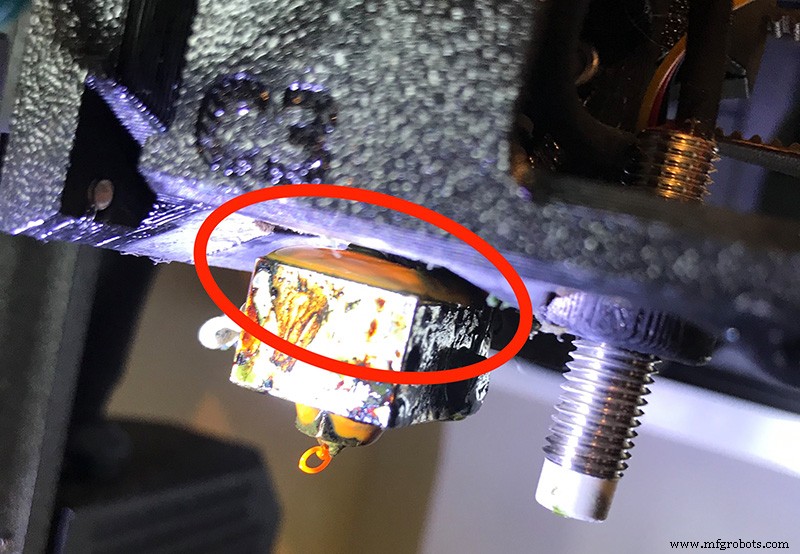
특별한 유지 관리가 필요하지는 않지만 가능한 한 깨끗하게 유지하는 것이 매우 중요합니다. 축적된 플라스틱 파편은 인쇄 중에 부품에서 분리되어 부착되어 미적 결함 또는 인쇄 오류를 유발할 수 있습니다. 실리콘 슬리브 또는 플라스틱 방수 페인트를 사용하면 특히 petg와 같은 재료로 인쇄할 때 블록을 깨끗하게 유지하는 데 도움이 될 수 있습니다. 실리콘 슬리브를 사용하는 경우 정기적으로 제거 및 청소하고 성능이 저하되기 시작하면 즉시 교체하는 것이 좋습니다. 논스틱 페인트의 경우 2~3번 출력할 때마다 덧칠하는 것이 좋습니다.

모든 금속 히트브레이크를 사용하면 특별한 유지 관리가 필요하지 않습니다. 연마재를 정기적으로 출력하는 경우 500시간 사용마다 히트브레이크를 분해하여 내부 목의 마모를 확인하는 것이 좋습니다. 마모의 흔적이 보이기 시작하면 방열판을 교체해야 합니다.
테플론 인서트가 있는 히트브레이크의 경우 마모가 인서트에 직접 발생합니다. 인서트는 PLA로 500시간 사용, ABS 또는 PETG로 300시간 사용, 연마 필라멘트로 80시간 사용마다 교체해야 합니다.
방열판은 일반적으로 방열판 요소에 직접 고정됩니다. 패시브(핀 방열판) 또는 능동(핀 방열판 + 팬)일 수 있습니다. 방열판의 차가운 부분에서 열을 발산하는 능력은 문제를 피하는 데 매우 중요합니다. 콜드 존을 과도하게 가열하면 필라멘트가 부드러워지고 압축되어 걸림이 발생할 수 있습니다. 이 현상은 열 크리프(heat creep)로 알려져 있으며 금속 방열판 핫엔드에 PLA를 인쇄할 때 일반적입니다.
최적의 방열을 위해서는 방열판이 방열판과 만나는 부분에 서멀 그리스를 도포해야 합니다. 향후 개정판에서 방열판을 쉽게 분해할 수 있도록 질화붕소와 같이 달라붙지 않는 성질을 가진 열 페이스트를 사용하는 것이 좋습니다.
활성 방열판의 경우 인쇄를 시작할 때마다 팬이 제대로 작동하는지 확인해야 합니다. 일부 프린터는 이 팬을 온도 조절식으로 제어하므로 핫엔드가 50ºC 또는 100ºC에 도달할 때까지 꺼진 상태로 유지될 수 있습니다.
핫엔드 요소마다 재질이 다르고 열팽창 계수도 다르기 때문에 급격한 온도 변화로 인해 그 사이의 접합부가 느슨해지는 것이 일반적입니다.
2-3주마다 점검하는 것이 매우 중요합니다. 모든 핫엔드 요소와 볼트가 올바르게 조여졌습니다.
노즐이 풀린 경우 뜨거울 때 다시 조여야 합니다. 방열판과 노즐 사이에 작은 틈이 있으면 용융물이 새어 나와 핫엔드가 손상될 수 있으므로 히트브레이크와 노즐이 서로 밀착되어 접촉하는 것이 매우 중요합니다.
과도한 토크는 가열 블록 스레드를 손상시키므로 각 핫엔드에 대한 최적의 토크에 대해 제조업체에 문의해야 합니다. 참고로 E3D는 핫엔드에 3n-m의 토크를 권장하는 반면 슬라이스 엔지니어링은 1.5n-m을 사용합니다. 제조업체의 기준 값을 사용할 수 없는 경우 1-2n-m 범위의 토크를 선택할 수 있습니다.
히터 카트리지와 온도 센서를 고정하는 나사를 확인하는 것도 중요합니다.
항상 정품 예비 부품을 사용하거나 적어도 동일한 시스템의 부품을 사용하십시오. 서로 다른 시스템의 구성 요소 간에 호환성이 있는 것처럼 보일 수 있지만 스레드 유형이 동일하기 때문에 각 요소의 길이와 치수도 매우 중요합니다. 핫엔드의 다양한 구성 요소는 함께 잘 작동하도록 설계되었으며 동일한 시스템의 일부가 아닌 구성 요소를 혼합하면 핫엔드가 오작동하거나 손상될 수도 있습니다.
핫엔드에서 필라멘트를 제거하면 내부에 항상 잔여물이 남습니다. 인쇄 온도가 낮은 새 재료를 로드하면 이전 재료의 녹지 않은 잔여물이 함께 이동하여 용지 걸림이 발생합니다. 이것이 재료를 변경할 때마다 핫엔드를 항상 클리닝 필라멘트로 청소해야 하는 이유입니다. 이를 위해 마지막으로 사용한 재료보다 10°C 높은 온도에서 500~800mm의 클리닝 필라멘트를 압출합니다.
레이어 팬은 핫엔드 자체의 요소는 아니지만 일반적으로 핫엔드 옆에 있습니다. 잘못 배치된 레이어 팬은 공기를 블록으로 직접 보내 블록을 식힐 수 있습니다. 이로 인해 핫엔드가 설정 온도에 도달하지 못하거나 온도 변동이 심해 프린터의 온도 오류가 자주 발생합니다. 이러한 경우 온도 센서의 결함인지 또는 레이어 팬의 잘못된 위치의 영향인지 확인하기 위해 레이어 팬을 비활성화한 상태에서 동일한 출력물을 테스트하는 것이 좋습니다.
핫엔드 내부의 먼지 유입 지점 중 하나는 필라멘트 입구 영역입니다. 필라멘트가 PTFE 튜브를 통해 핫엔드로 안내되는 Bowden 시스템에서는 입구가 보호되어 먼지가 들어가는 것이 일반적이지 않지만 다이렉트 압출기 프린터에서는 필라멘트 입구가 공기에 노출되어 먼지가 쉽게 들어갈 수 있습니다. 핫엔드 내부의 먼지. 이러한 경우 가능하면 필라멘트를 스풀에서 압출기로 PTFE 튜브를 통해 안내하는 것이 좋습니다. 핫엔드에 들어가는 먼지와 이물질은 막힘의 일반적인 원인입니다.
마찬가지로 필라멘트 스풀을 깨끗하게 유지하고 먼지가 쌓이지 않도록 하는 것이 좋습니다. 보호되지 않은 경우 프린터 스탠드 위에 두지 말고 밀폐된 가방이나 상자에 보관하십시오.
여러 개의 핫엔드가 있는 프린터가 있는 경우 핫엔드의 상대적 위치를 보정해야 합니다.
먼저 인쇄 표면에 대한 핫엔드의 거리가 동일한지 확인하십시오. 이를 위해 메인 핫엔드를 고정하고 프린팅 베이스를 수평으로 맞춰야 합니다. 그런 다음 다른 핫엔드의 높이를 메인 핫엔드와 관련하여 조정해야 합니다. 높이 조절 방법은 프린터마다 다르므로 방법을 모르면 장비의 설명서나 제조업체에 문의하십시오.
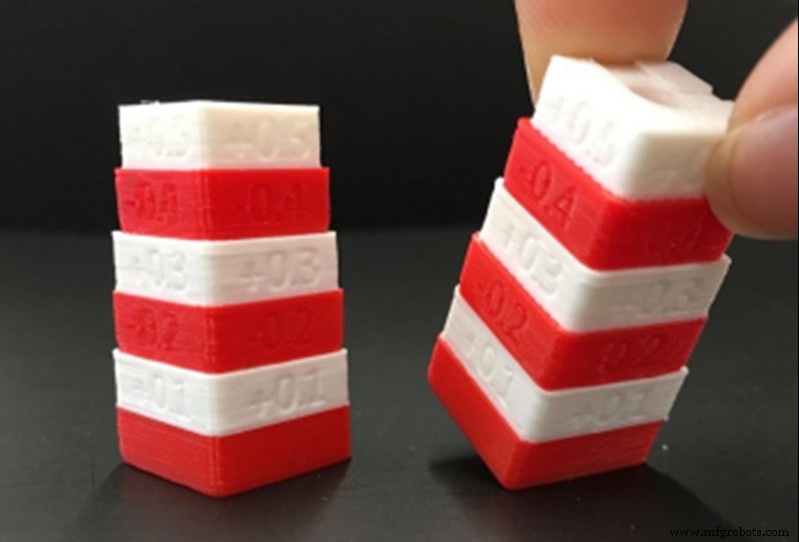
핫엔드의 높이가 설정되면 메인 핫엔드에 대한 각 핫엔드의 상대 XY 위치를 알아야 합니다. In general, each manufacturer provides a print file that allows you to calibrate the XY offset of each hotend, although there are also many other options in well-known file repositories. In this case, the XY position of the hotends cannot be altered, so the offset values will be entered into the firmware to compensate for the position during printing.
The height of the hotends should be checked every 2 weeks, while XY calibration should only be performed when offset or overlapping of the printed parts with each hotend is detected.
The hotend is probably the most maintenance-intensive part of the printer, but it is very important to keep it in good condition to ensure good print quality and minimise the risk of failure.
Note:This guide discusses concepts in a general way and does not focus on a specific make or model, although they may be mentioned at some point. There may be important differences in calibration or adjustment procedures between different makes and models, so it is recommended that the manufacturer's manual be consulted before reading this guide.
3D 프린팅
유지보수에는 다양한 유형이 있습니다. 그들 중 일부는 본질적으로 반응적입니다. 일부는 사전 예방적이며 정밀 유지 관리가 있습니다! 업무 및 조직에 정밀유지보수를 적용하면 기계의 진동이 감소하고 효율이 증가하여 유지보수 비용이 절감됩니다. 당신은 처음부터 그리고 나중에 그것의 출력을 알 수 있을 것입니다! 또한 자산과 장비는 고장이 나지 않고 더 멋지게 달려갑니다. 자산 효율성과 접근성이 모두 향상됩니다. 더 적은 수의 개인을 활용하여 더 많은 이익을 위해 더 적은 비용으로 더 많은 품목을 만들 수 있는 더 많은 기회를 얻습니다.
인쇄용 파일을 준비할 때 기본 매개변수와 작동 방식을 아는 것이 매우 중요합니다. 오늘날의 라미네이팅 소프트웨어에서 사용할 수 있는 매개변수의 수는 증가하고 있지만 소프트웨어 및 기술에 대한 심층적인 지식이 없다면 기본 매개변수만 수정하여 시작하는 것이 좋습니다. 3개의 매개변수 그룹 구분할 수 있습니다:재료에 의존하는 것, 인쇄 프로필을 정의하는 것, 하드웨어를 정의하는 것. 소프트웨어에 따라 다른 카테고리로 표시되거나 함께 표시될 수 있습니다. 하드웨어를 정의하는 매개변수 일반적으로 프린터의 노즐과 관련이 있으며 직경이 다른