

제조공정

산업 제조
| × | 1 | ||||
| × | 1 | ||||
| × | 1 | ||||
 |
| × | 1 | |||
| × | 1 | ||||
| × | 1 | ||||
| × | 1 | ||||
| × | 1 | ||||
 |
| × | 1 | |||
 |
| × | 1 | |||
 |
| × | 1 | |||
| × | 1 | ||||
 |
| × | 4 | |||
 |
| × | 2 | |||
 |
| × | 1 | |||
 |
| × | 2 | |||
 |
| × | 1 | |||
| × | 1 | ||||
 |
| × | 1 |
 |
|
 |
|
저렴한 납땜 컨트롤러
2019년 4월 3일 업데이트됨 회로도 및 설명 업데이트됨
2018년 2월 18일 업데이트됨:보정 절차 업데이트됨
2017년 8월 1일 업데이트:스케치 버그 수정, lcd1602용 스케치 추가
2017년 7월 31일 업데이트:새로운 하드웨어 회로도 구현
2017년 4월 7일 업데이트:새로운 기능이 구현되었습니다(설명 참조)
컨트롤러는 교체 가능한 팁이 있는 hakko 907 납땜 핸들을 처리하며 히터 소자와 서미스터 또는 열전대가 내장되어 철 온도를 확인합니다. 손잡이에는 다리미 가열 및 온도 확인을 위한 두 개의 독립적인 전기 회로가 있습니다. 이 컨트롤러는 유사한 구조의 다른 철제 손잡이와 함께 사용할 수 있습니다.
철제 손잡이의 플러그를 다른 것으로 교체하는 것이 좋습니다(예:항공 플러그 GX16-5 또는 GX-12-5).
이 컨트롤러의 주요 기능은 다음과 같습니다.
<울>analogWrite() 에 의해 490Hz 대신 최대 31250Hz까지 증가할 수 있습니다. 기능.
컨트롤러 메뉴
앞에서 언급했듯이 컨트롤러에는 다음과 같은 여러 모드가 있습니다.
<울>컨트롤러의 전원을 방금 켜면 대기 모드가 활성화됩니다. 이 모드에서 납땜 인두에 전원이 공급됩니다. 메인 디스플레이는 다음 정보를 보여줍니다:
<울>다리미가 컨트롤러에 연결되어 있지 않은 경우 두 번째 줄에 '다리미 없음'이라는 메시지가 표시됩니다. 다리미가 차가워지면(사용 후) 다리미를 만져도 안전하다는 '차가움' 메시지가 두 번째 줄에 표시됩니다.
다리미가 꺼져 있는 동안 인코더 핸들을 돌려 사전 설정 온도를 조정할 수 있습니다. 납땜 인두의 전원을 켜려면 인코더 핸들을 가볍게 누르십시오. 컨트롤러가 메인 모드로 전환됩니다. 이제 컨트롤러는 다리미 온도를 사전 설정 온도 근처로 유지합니다. 다리미를 많이 사용하면 온도가 미리 설정한 온도와 약간 다를 수 있습니다.
메인 모드에서 디스플레이는 다음 정보를 보여줍니다:
<울>rdy '(준비) 메시지가 표시됩니다.인코더를 회전하여 사전 설정 온도를 변경할 수 있습니다. 다리미가 새로운 사전 설정 온도에 도달할 때까지 'ON' 메시지가 다시 표시됩니다. 대기 모드로 돌아가려면 인코더 핸들을 살짝 누르십시오.
메인 모드에서 컨트롤러는 다리미가 제대로 작동하는지 확인합니다. 시작 후 10초 이내에 온도가 변경되지 않으면 컨트롤러는 전원을 끄고 'Failed '가 화면에 표시됩니다. 이 경우 엔코더 버튼을 가볍게 누르면 대기모드로 복귀합니다.
전원 모드는 주 모드에 있는 동안 인코더를 길게 눌러 켤 수 있습니다. 전원 모드에서 인코더를 회전시켜 수동으로 납땜 인두에 공급되는 전원을 조정할 수 있습니다. 전원 모드에서 화면은 내부 장치에서 다리미에 공급되는 전원을 표시하고 사람이 읽을 수 있는 단위로 다리미 온도를 표시합니다. 인코더를 가볍게 누르면 전원 모드에서 전원이 켜짐-꺼짐으로 전환됩니다. 로터리 인코더 핸들을 길게 누르면 컨트롤러가 전원 모드에서 메인 모드로 돌아갑니다.
설정 모드로 이동하려면 대기 모드에서 인코더를 길게 누릅니다. 설정 모드에서 구성 매개변수를 조정할 수 있습니다. 이 모드에는 7개의 메뉴 항목이 있습니다:
<울>핸들을 돌려 메뉴 항목을 선택합니다. 선택한 항목을 변경하려면 인코더 핸들을 가볍게 누르십시오. 매개변수를 조정한 후 핸들을 다시 누르면 설정 메뉴로 돌아갑니다. 인코더 핸들을 길게 누르면 대기 모드로 돌아가고 EEPROM에 매개변수를 저장할 수 있습니다.
팁:컨트롤러를 처음 사용하기 전이나 새 소프트웨어 릴리스가 플래시된 후에 기본 매개변수를 로드해야 합니다.
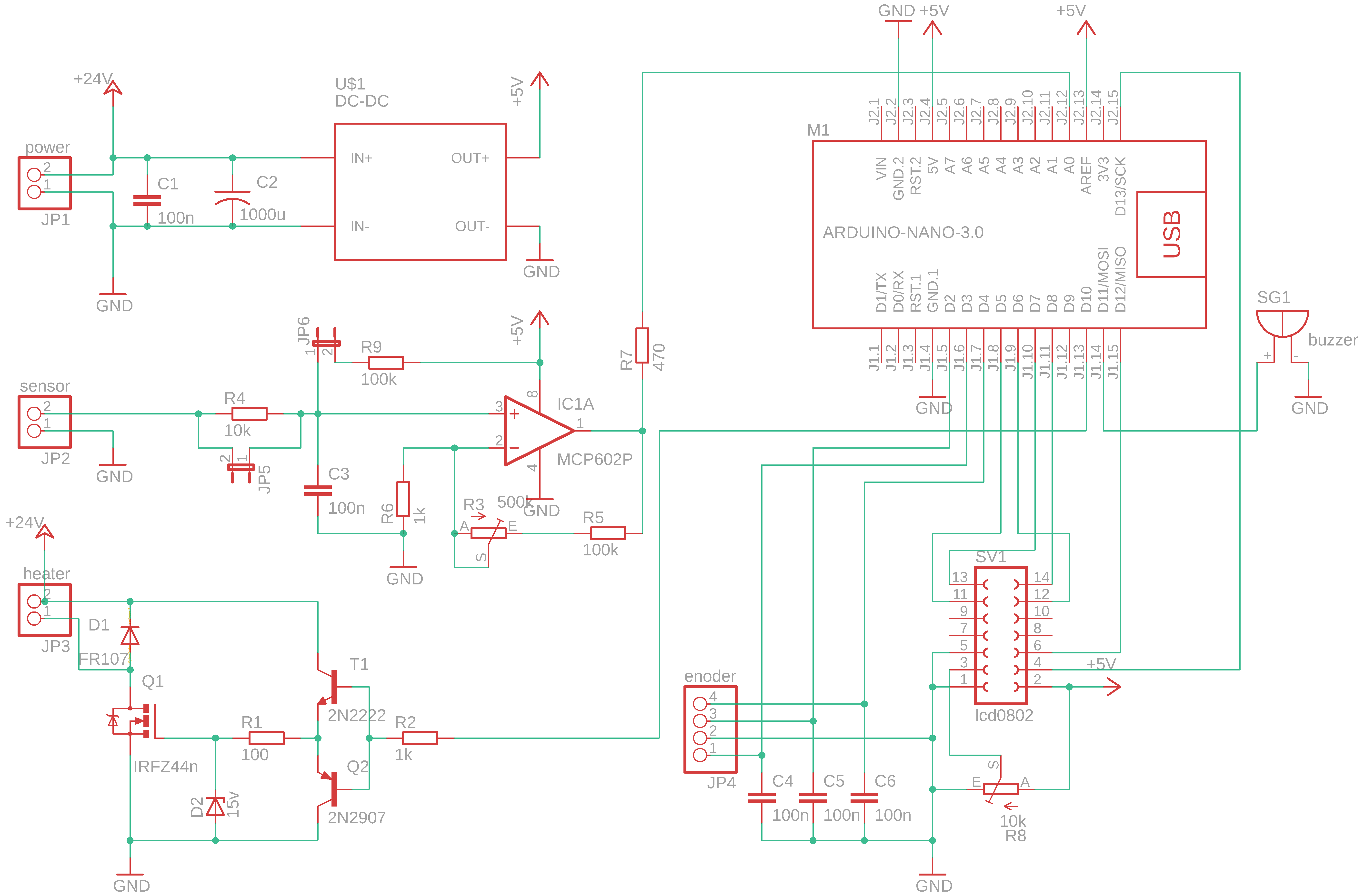
센서 판독 회로도
이 컨트롤러의 센서 판독 회로도는 납땜 인두 열 센서의 유형(서미스터 또는 열전대)에 따라 다릅니다. 두 회로도가 아래 한 장의 사진에 결합되어 있습니다.
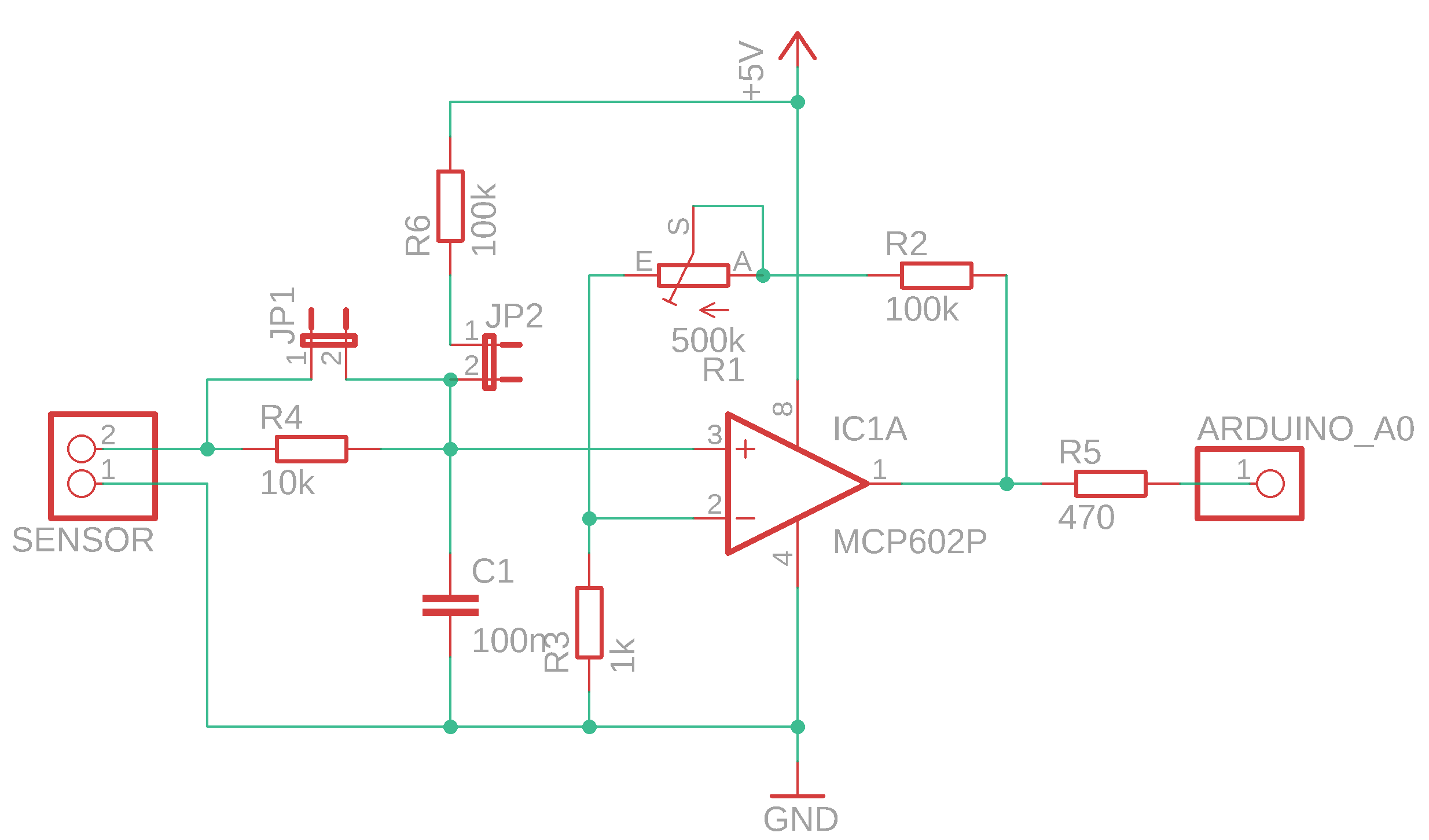
두 회로 모두에서 rail-to-rail 기술을 구현하는 정확한 연산 증폭기 MCP602가 사용됩니다. 이 증폭기는 온도 판독의 정확도를 크게 높이고 출력 핀에 공급되는 거의 전체 전압을 생성합니다. 따라서 A0 핀의 판독 간격은 0-1023입니다. mcp602 앰프를 아날로그로 교체할 수 있습니다. 정확한 연산 증폭기를 사용하면 컨트롤러가 더 작은 간격으로 다리미의 온도를 유지할 수 있습니다.
철제 손잡이의 열전대 변형의 경우 JP1 및 JP2 점퍼는 모두 열려 있어야 하고 서미스터 손잡이의 경우에는 닫아야 합니다.
인두 손잡이가 서미스터를 구현하면 인두의 온도가 섭씨 400도가 될 때 센서의 저항이 추울 때 약 50옴에서 약 200옴으로 증가합니다. 인두 손잡이가 열전대를 구현하면 생성 전압은 주변 온도에서 0에서 납땜 인두가 섭씨 400도에 도달하면 9mV로 증가했습니다. 어쨌든 다른 철 손잡이는 다른 매개 변수를 가질 수 있으므로 다중 회전 전위차계를 사용하여 증폭기 MCP602를 조정하기로 결정했습니다. 처음으로 이 전위차계는 다음과 같이 조정되어야 합니다. 철이 섭씨 400도일 때 출력 전압은 거의 5볼트가 되어야 합니다(Arduino의 A0 핀 판독값은 약 900). 초기 설정 절차를 단순화하기 위해 조정 모드가 컨트롤러 소프트웨어에서 구현됩니다. 조정 모드는 설정 메뉴에서 실행할 수 있습니다.
컨트롤러의 초기 설정
컨트롤러를 보정하려면 외부 온도계가 필요합니다. 설정 메뉴에서 컨트롤러의 기본 매개변수를 로드하는 것을 잊지 마세요. .
프로그램 스케치에서 납땜 인두의 작동 온도 간격은 섭씨 180 - 400도라고 가정합니다. 컨트롤러를 조정하기 전에 프로그램 스케치에서 상수를 편집하여 이 간격을 변경할 수 있습니다.
500k 다중 회전 전위차계는 납땜 인두에서 정확한 신호를 연산 증폭기로 가져오도록 조정되어야 합니다. 컨트롤러의 초기 설정 절차를 단순화하기 위해 Tune 모드를 구현했습니다.
설정 메뉴에서 'tune' 메뉴 항목을 선택합니다. 다리미가 가열되기 시작합니다. 컨트롤러는 이 모드에서 내부 장치(0-1023)의 A0 핀에서 온도 판독값을 표시합니다. 인코더를 돌려서 다리미 온도를 섭씨 400도를 유지하도록 전원을 조정할 수 있습니다(외부 온도계 사용). 처음에는 공급 전력을 최대값으로 증가시켜 다리미 가열 속도를 높인 다음 전력을 줄여 온도를 400도로 유지할 수 있습니다. 이제 다중 회전 전위차계 핸들을 돌려 센서 판독값을 900에 가깝게 만듭니다. 이 판독값이 최대값이 아닌지 확인하고 가변 레지스터를 회전하여 930-950을 얻은 다음 다시 900으로 돌아갑니다. 컨트롤러가 다음과 같아야 하기 때문에 중요합니다. 섭씨 400도 이상의 온도를 측정할 수 있습니다.
가변 레지스터가 조정되면 인코더 핸들을 약 2초 동안 누르고 있습니다. 이제 초기 설정 절차가 완료되었습니다.
납땜 인두 히터
2세대 컨트롤러의 주요 특징은 다리미를 가열하는 데 사용되는 고주파 PWM 신호입니다. 불행히도 MOSFET 트랜지스터에서 고주파 신호를 관리하려면 회로도에서 추가 요소가 필요합니다. 이 포럼 스레드는 문제를 자세히 설명합니다. 요컨대, MOSFET은 충전 또는 방전하는 데 시간이 필요한 게이트에 커패시턴스가 있습니다. MOSFET(irfz44n)의 속도를 높이기 위해 2-트랜지스터 드라이버가 바이폴라 트랜지스터에 구현됩니다. 다른 바이폴라 트랜지스터 쌍을 사용할 수 있습니다.
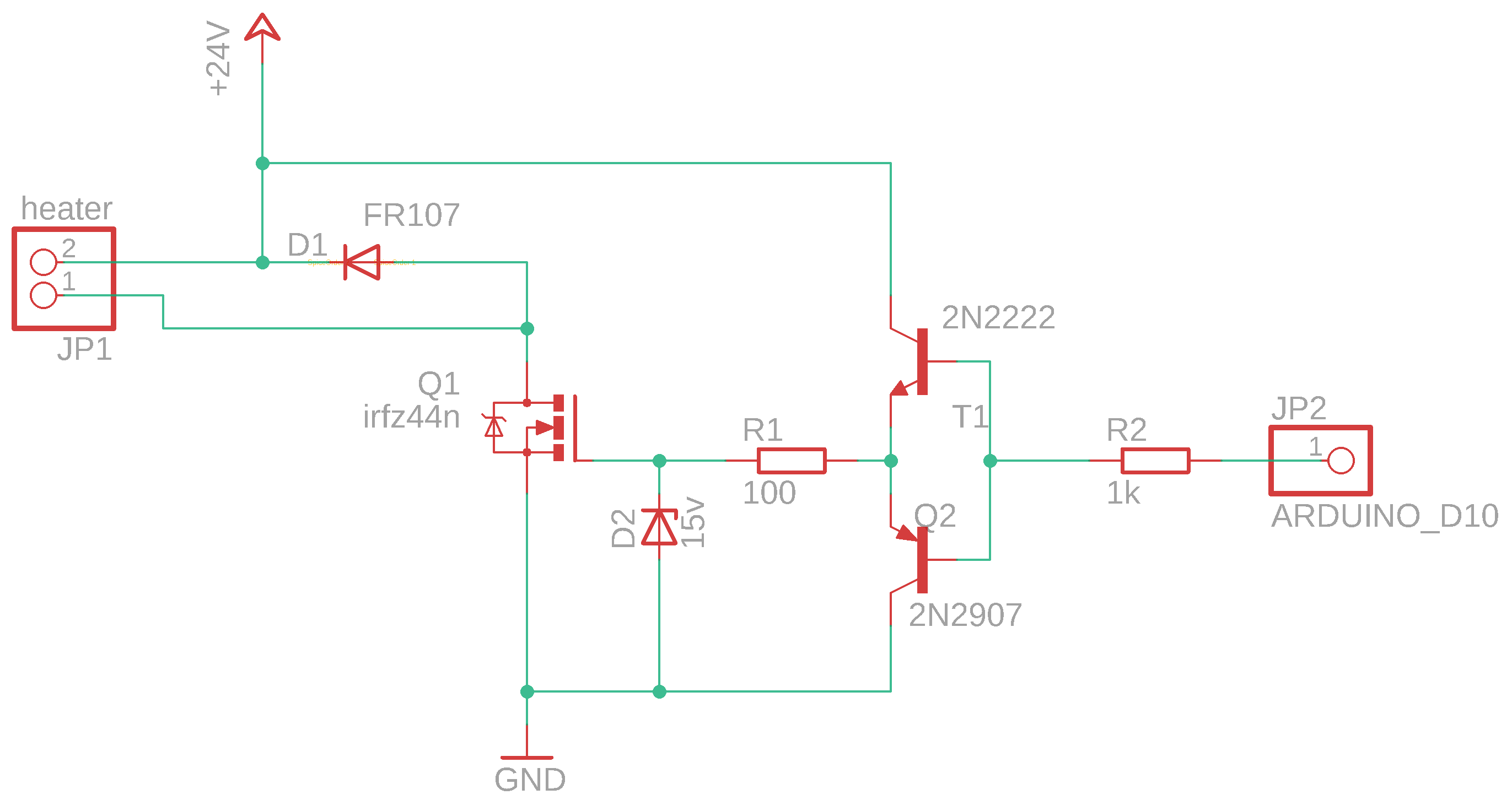
제너 다이오드(D2, 15V)는 MOSFET vgs 전압의 최대값보다 전원 전압이 높기 때문에 MOSFET이 열려 있는 동안 게이트 전압(Vgs)을 제한하는 데 사용됩니다. 다이오드 FR107은 MOSFET이 닫힐 때 철에서 전원을 제거합니다. 이 다이오드를 다른 다이오드로 교체할 수 있지만 빠른 복구 가능한 다이오드를 사용해야 합니다.
냉철 히터 요소의 저항은 매우 낮고 일부 노트북 전원 공급 장치는 작동을 거부할 수 있습니다. 이 경우 컨트롤러가 재설정되고 다리미가 차갑게 유지됩니다. 이러한 상황을 피하기 위해 1000uF의 커패시터는 24v 입력 직후에 구현됩니다(전체 컨트롤러 회로도 참조).
납땜 인두 교정
컨트롤러는 A0 Arduino 핀의 전압을 읽어 내부 단위(0-1023)의 온도를 읽습니다. 섭씨 또는 화씨와 같은 사람이 읽을 수 있는 단위를 사용하는 것이 편리합니다. 컨트롤러에는 내부 온도 판독값을 사람이 읽을 수 있는 단위로 변환할 수 있는 기본 매개변수가 있습니다. 그러나 납땜 인두는 다를 수 있으므로 교정 절차는 컨트롤러에서 구현됩니다. 납땜 인두 교정에는 섭씨 200도, 300도 및 400도의 세 가지 기준점이 있습니다. 컨트롤러는 이 3개의 기준점에 대한 내부 판독값을 저장하고 이를 사용하여 내부 판독값에서 사람이 읽을 수 있는 값으로 온도를 변환합니다.
'캘리브'를 선택합니다. 설정 메뉴에서 메뉴 항목을 눌러 보정 프로세스를 시작합니다. 메뉴 목록(200, 300 또는 400)에서 원하는 보정 포인트를 선택하고 인코더 핸들을 눌러 다리미를 켭니다. 납땜 인두가 가열을 시작합니다. PID 알고리즘을 사용하면 짧은 시간에 원하는 온도에 도달할 수 있습니다. 기준점 온도에 도달하면 컨트롤러에서 외부 센서로 온도를 확인할 준비가 되었음을 알리는 '삐' 소리가 납니다. 온도가 안정될 때까지 잠시 기다렸다가 외부 센서(열전대)로 납땜 인두의 실제 온도를 확인하십시오. 그런 다음 로터리 인코더의 핸들을 돌려 다리미의 실제 온도를 선택합니다. 인코더 핸들을 살짝 누르십시오. 컨트롤러는 기준점에 대한 실제 온도를 저장합니다. 다음 기준 온도를 선택하고 절차를 반복합니다. 원하는 기준점을 선택하여 기준 온도를 한 번 더 보정할 수 있습니다. 모든 기준점을 여러 번 설정할 수 있습니다. 참조점에 대한 실제 온도를 저장할 때마다 컨트롤러가 변환 공식을 업데이트합니다. 이렇게 하면 다리미를 더 정확하게 보정할 수 있습니다. 보정이 끝나면 로터리 엔코더 핸들을 길게 누릅니다. 이제 컨트롤러는 선택한 모든 기준 온도에 대한 새 값을 저장했습니다.
자동 전원 끄기 기능
자동 전원 끄기 기능은 2세대 컨트롤러에서 구현되었습니다. 인두 손잡이에는 충격 센서가 없거나 인두가 현재 사용 중인지 아니면 그냥 테이블 위에 놓여 있는지 정확하게 확인할 수 있는 다른 방법이 없기 때문에 이것은 큰 도전이었습니다. 주요 아이디어는 다리미에 공급된 전력 값을 사용하는 것이었습니다. 유휴 상태에서 컨트롤러는 미리 설정된 온도를 유지하기 위해 전력을 최소값으로 줄였습니다. 불행히도 온도와 공급 전력의 수학 분산은 유휴 상태에서 일정하지 않고 주기적으로 벗어날 수 있습니다. PID 알고리즘 매개변수를 조정하여 판독값을 안정화하고 두 분산을 최소화했습니다. 이제 유휴 상태의 컨트롤러는 온도 분산을 가능한 한 낮게 유지합니다. 다리미 사용 기준은 등록된 가장 작은 값에서 화력이 약간 증가했습니다. 이 알고리즘은 잠시 동안 테스트되었으며 자동 전원 끄기 기능에 사용할 수 있음이 입증되었습니다.
이 솔루션은 그다지 안정적이지 않으므로 문제가 발생할 경우 이 기능을 비활성화할 수 있습니다. 또한 스케치에는 디버그용 클래스가 포함되어 있으며 PID 매개변수를 수동으로 조정합니다.
컨트롤러 버전에서 다른 철제 핸들을 구현할 수 있습니다. 핸들에는 유휴 상태를 확실히 구별하기 위해 충격 센서 또는 이와 유사한 것이 있을 수 있습니다.
1602 디스플레이용 스케치
일부 국가에서는 0802 디스플레이를 얻는 데 몇 가지 어려움이 있습니다. 그래서 1602 디스플레이를 지원하기 위해 또 다른 스케치가 출시되었습니다. 스케치는 github 배포판에서 사용할 수 있습니다. 또는 Eagle 편집기에서 회로도를 생성하고 납땜 프로세스를 단순화하기 위해 PCB를 생성한 Manoj의 또 다른 뛰어난 프로젝트를 사용할 수 있습니다.
온도 변환 및 다양한 센서 유형 정보
사람이 읽을 수 있는 단위(섭씨 또는 화씨)로 온도를 표시하기 위해 IRON_CFG::tempHuman()이 스케치에서 구현됩니다. 위에서 언급했듯이 컨트롤러는 내부 장치의 철 온도를 읽습니다(A0 아날로그 핀의 전압). 보정 절차를 통해 3개의 기준점(섭씨 200, 300 및 400도) 주변의 실제 온도를 측정할 수 있습니다. 언급된 방법(tempHuman())은 현재 철 온도 판독값을 낮추거나 높이는 두 개의 기준점을 사용하는 선형 온도 보간법을 사용합니다. 그러나 보정되지 않은 또 다른 지점이 있습니다. 바로 주변 온도입니다. 철 온도가 섭씨 200도보다 낮을 때 컨트롤러는 주변 온도와 200도의 두 지점으로 실제 온도를 보간합니다. 주변 온도는 스케치의 #244 및 #245 라인에서 정의됩니다. 이 값은 자신의 경우에 맞게 조정할 수 있습니다. 보시다시피 이 값은 서미스터를 철제 온도 센서로 사용한다고 가정합니다(주변 온도는 내부 단위로 350도). 물론 열전대와 함께 다리미를 사용하는 경우 이 값을 0으로 변경합니다.
결론
제어된 납땜 인두를 사용하는 것은 큰 기쁨입니다. 빠르게 가열되어 상황에 적합한 온도를 유지합니다. 이 버전은 무음입니다.
<섹션 클래스="섹션 컨테이너 섹션 축소 가능" id="코드">제조공정
제철을 위한 Matmor 공정 Matmor 공정은 현재 Environmental Clean Technologies Ltd(ECT)에서 개발 중인 제철 공정입니다. Matmor 공정 기술은 특허 기술입니다. 이 기술은 갈탄을 기반으로 하며 독특한 화학 및 용광로 설계로 인해 고급 철광석을 저렴한 대체 원료로 대체할 수 있습니다. 일반적으로 갈탄(갈탄이라고도 함)은 휘발성 물질과 수분 함량이 높기 때문에 야금 용도로 사용되지 않습니다. Environmental Clean Technologies Ltd는 공장, 장비 및 지적 재산(
납땜 온도 조절기 회로 및 작업 전자 애호가라면 납땜 인두 장치에 익숙해야 합니다. 이것은 일반적으로 PCB에 전자 회로를 설계하는 데 사용됩니다. 납땜에 조정 가능한 솔더링 인두를 사용하지 않으면 결국 IC 또는 장치가 손상될 수 있습니다. 납땜 기계의 전압 요구 사항은 전적으로 장치에 사용되는 구성 요소의 납땜 등급에 따라 다릅니다. 예를 들어, 소형 장치 또는 IC에는 5W 전력만 필요하지만 대형 장치에는 25-30W 철이 필요할 수 있습니다. 대형 장치 중 일부는 50와트 이상이 필요하기도 합니다. 납땜 인두는 전력 용