Hurco WinMax Control 향상 및 간과된 기능
지난 몇 개월 및 몇 년 동안 Hurco WinMax 컨트롤에 여러 가지 개선 사항이 있어 고객과 공유할 수 없었습니다. Hurco 컨트롤은 사용하기 쉽고 독학하기 쉽기 때문에 운영자가 알고 있으면 매우 유용하고 매우 강력할 수 있는 기능을 간과하는 경우가 종종 있습니다. 사용자가 이전에 이러한 기능에 대해 알지 못했던 경우 이러한 기능을 찾고 이해하는 데 도움이 되는 블로그 기사의 좋은 주제가 될 것이라고 생각했습니다.
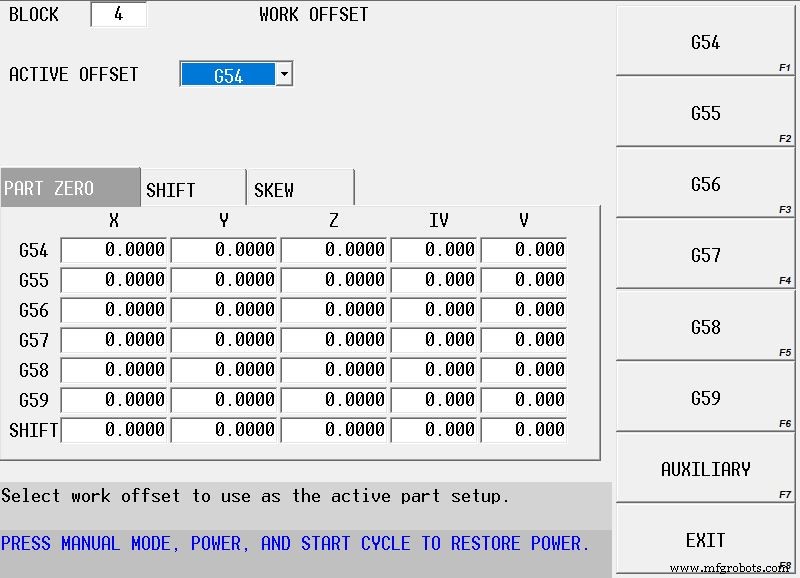
대화 프로그램에서 작업 오프셋 사용(G54-G59, 93 보조 오프셋):
테이블의 서로 다른 바이스에 여러 작업 설정이 있는 경우와 같이 기계의 서로 다른 설정 간에 전환해야 하는 경우가 종종 있습니다. 이전에는 작업자가 다른 설정 좌표로 전환하고 다시 전환하려면 다른 좌표로 전환할 때마다 프로그램에 부품 설정 변경을 입력해야 했습니다. 예를 들어 X축에서 약간의 이동이 필요한 경우 작업자는 특정 위치를 참조한 프로그램에서 모든 단일 변경 부품 설정을 찾아 변경해야 하기 때문에 문제가 됩니다. 변경 작업은 수십 개가 될 수 있습니다. 프로그램 전체의 장소. 그러나 Work Offset 기능을 사용하면 하나의 단일 위치(예:G55)에서 변경할 수 있으며 특정 Work Offset이라고 하는 모든 곳에서 변경이 활용됩니다.
Work Offset 블록은 Miscellaneous 탭(Miscellaneous, More>, Work Offset) 아래의 대화형 프로그래밍 섹션에 있습니다.
재고 탭:
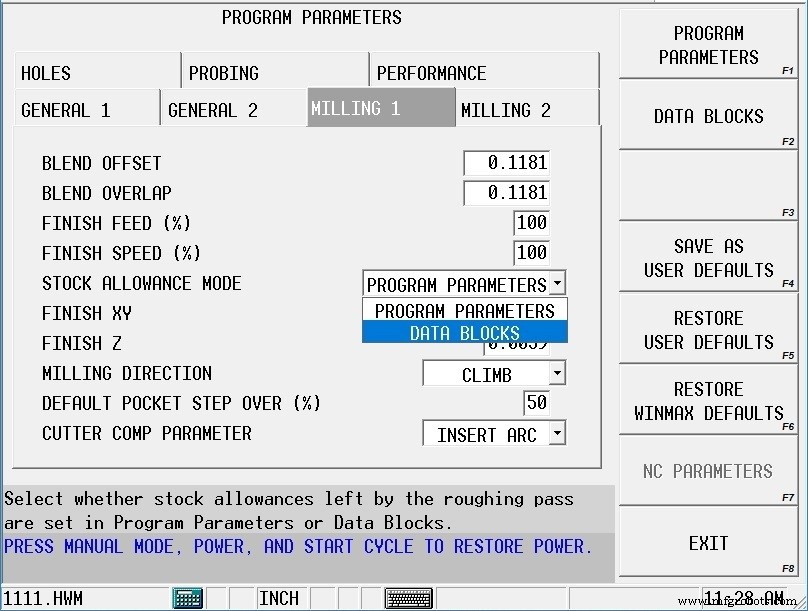
역사적으로 Hurco에서 마감 여유를 위해 남은 재고량은 지정된 대화 프로그램에 대한 프로그램 매개변수에 있는 전역 설정이었습니다. 이 "전역" 설정의 문제는 특정 블록에 대해 남아 있는 스톡의 양을 변경해야 하거나 열처리 전에 피쳐에 분쇄 재료를 남겨두고 싶을 때 명확해집니다. 도구의 지름 또는 형상의 크기. 그러나 프로그램 매개변수에서 재고 허용 탭을 켜면 이 두 가지 문제를 쉽게 해결할 수 있습니다.
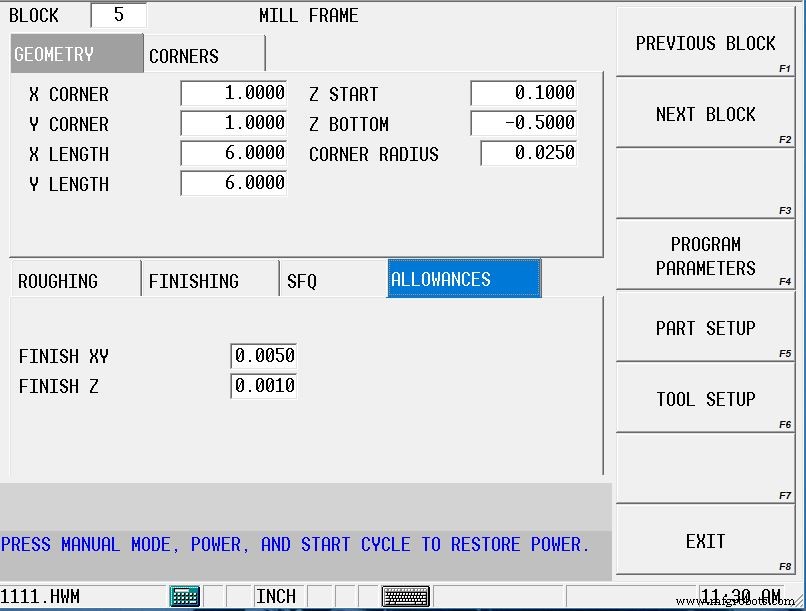
재고 허용 탭이 활성화된 상태에서 프로그램의 각 대화 블록에서 마무리 통과를 위해 남겨질 재료의 양을 독립적으로 설정할 수 있습니다. 그리고 그라인드 스톡을 떠날 때 컨트롤에 거짓말을 해야 할 필요성을 줄이기 위해 마감 공구를 프로그래밍하지 않으면 여유 스톡이 제거되지 않습니다. 이는 가공 중 부품의 응력을 완화할 때도 유용할 수 있습니다. 지금 주식을 그대로 두고 나중에 프로그램의 다른 위치에 블록을 복사하여 붙여넣은 다음 허용 값을 제거하기만 하면 됩니다.
컨트롤에서 Stock Allowance 탭을 사용할 수 있도록 설정을 변경하려면 Program Parameters로 이동하여 페이지 상단의 Milling 1 탭을 선택하고 Stock Allowance Mode를 DATA BLOCK으로 설정하십시오. 이 설정을 향후 대화 프로그램의 새로운 기본 설정이 되도록 하려면 이 설정을 USER DEFAULT로 저장해야 합니다.
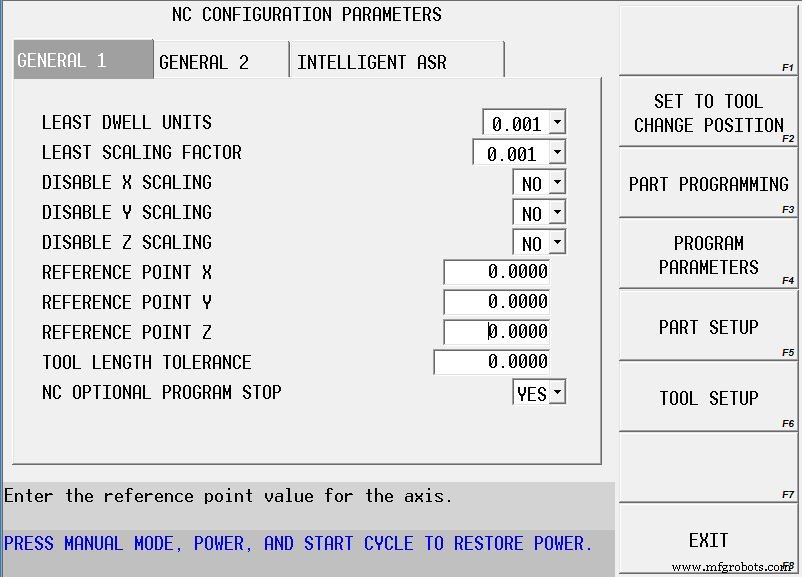
NC 프로그램에 대한 참조 반환 위치 설정(G28):
많은 NC 프로그램에서 G91 G28 XYZ 기준 복귀 위치의 사용은 매우 일반적입니다. 기본 설정으로 이 코드는 기계를 각 축의 홈 위치로 보냅니다. 그러나 Hurco는 사용자가 G28 명령이 실행될 때 기계가 이동해야 하는 위치를 지정할 수 있도록 NC 매개변수에 설정을 제공했습니다.
NC 프로그램이 활성화된 상태에서 INPUT 화면에서 PROGRAM PARAMETERS를 선택하고 NC PARAMETERS 소프트키를 선택하고 NC CONFIGURATION PARAMETERS 소프트키를 선택하고 X,Y 및 Z 참조 리턴 포인트에 대해 원하는 위치를 설정합니다.
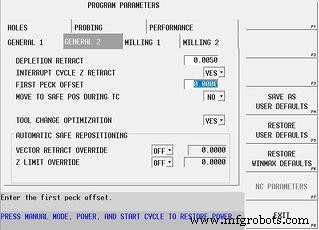
첫 번째 펙 오프셋:
모든 대화형 프로그래밍 블록에는 Z축 방향에서 모든 피쳐의 빠른 지점과 최종 깊이를 지정하기 위한 Z START 및 Z BOTTOM 필드가 있습니다. 이 블록에는 PECK DEPTH 필드도 있습니다. 때로는 값에 따라 도구가 실제로 재료에 닿기 전에 쪼는 동안 많은 양의 공기를 절단합니다. FIRST PECK OFFSET에 대한 프로그램 매개변수 설정은 이 낭비되는 시간을 줄이는 데 도움이 될 수 있습니다.
예를 들어, Z START를 .100"로 입력하고 펙 깊이를 .025"로 입력하면 컨트롤은 부품 위의 .100" 위치에서 펙을 시작합니다. 따라서 도구가 실제로 시작되기 전에 5개의 전체 펙이 필요합니다 재료를 제거합니다. FIRST PECK OFFSET 매개변수를 .100" 값으로 설정하면 제어 장치가 공구를 Z START 위치에 강제로 배치하고 FIRST PECK OFFSET 양을 오프셋하거나 아래로 이동한 다음 새 위치에서 펙을 시작합니다. 위의 예에서 재료는 첫 번째 팩에서 제거되므로 낭비되는 시간이 제거됩니다. 이 매개변수는 프로그램 매개변수의 일반 2 탭에서 찾을 수 있습니다.
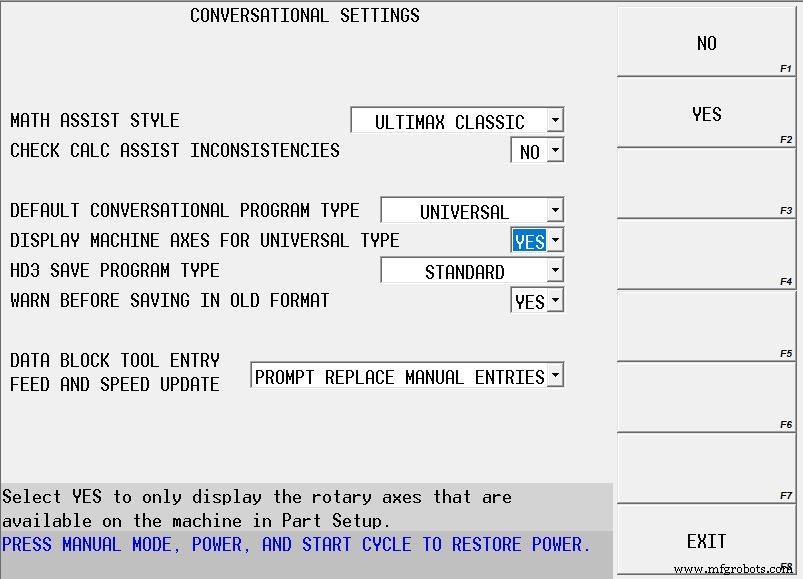
기본 범용 회전 설정을 사용하여 IV 및 V 대신 축 지정자를 표시:
새 대화식 프로그램을 만들 때 프로그램 유형의 기본 설정은 UNIVERSAL ROTARY…입니다. 이는 여러 가지 이유로 우리가 사용하기를 바라는 설정입니다. 그러나 프로그램 유형이 유니버설 로터리로 설정되면 부품 설정 화면은 머신 유형에 관계없이 X, Y, Z, IV 및 V를 머신의 축으로 표시합니다. 5축 기계에서는 기계의 실제 축을 표시하지 않기 때문에 혼동될 수 있고 3축 기계에서는 4
번째
축이 없기 때문에 혼동될 수 있습니다. 또는 5
축을 사용할 수 있습니다.
이 동작을 변경하려면 사용자 기본 설정 중 하나를 변경해야 합니다. 제어판에서 AUXILIARY 버튼을 누르고 팝업 메뉴에서 UTILITY SCREEN 아이콘을 선택하고 화면에서 USER PREFERENCES 소프트키를 선택하고 CONVERSATIONAL SETTINGS를 선택하고 DISPLAY MACHINE AXES FOR UNIVERSAL TYPE을 값으로 설정합니다.
4축 및 5축 기계의 경우 이는 컨트롤이 축에 대한 실제 A, B 또는 C 지정자를 표시하도록 하고 3축 기계의 경우 추가 축 표시를 완전히 제거합니다. 이것은 기존 프로그램이 작동하는 방식을 변경하지 않으며 향후 프로그램을 위해 프로그래밍을 변경할 필요가 없습니다. 이렇게 하면 디스플레이가 단순해집니다.
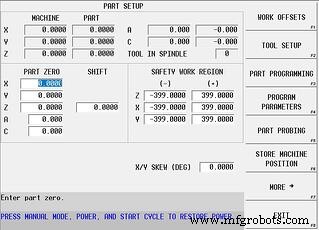
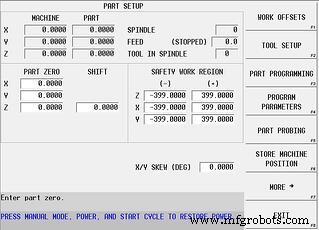
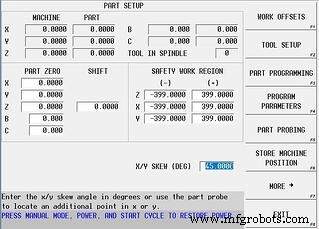
부품 설정 화면에서 X/Y SKEW(DEG) 필드 사용:
부품 설정 화면에서 제공된 필드에 값을 입력하면 전체 프로그램을 원하는 목적으로 왜곡할 수 있습니다. 예를 들어:프로그램이 정상적으로 회전되지 않은 방향으로 가공되지만 부품이 우리의 설정에 맞도록 45도 각도로 기계에 배치되어야 하는 경우 45도 값을 입력할 수 있습니다. 제공된 필드와 전체 프로그램이 회전된 방향으로 실행됩니다.
이 필드의 의도된 목적은 부품의 비뚤어짐을 조사하는 것이지만 위의 예와 같은 이유로 값을 수동으로 입력하는 데 매우 유용한 것으로 입증되었습니다.
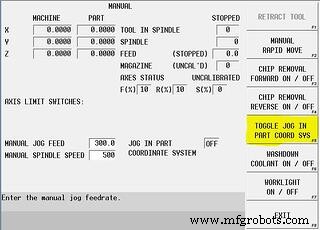
현재(활성) 작업 좌표계를 따라 조그:
프로그래밍을 위해 위에서 언급한 SKEW 각도를 사용하는 것과 유사하게 기울어진(활성) 작업 좌표를 따라 기계를 수동으로 조그해야 할 수도 있습니다. 이렇게 하려면 수동 기능 설정 화면에서 모드 버튼을 선택하기만 하면 됩니다.
제어판에서 MANUAL 모드 버튼을 누르고 화면에서 MANUAL FUNCTION SETUP 소프트 키를 선택한 다음 TOGGLE JOG IN PART COORD SYS 소프트 키를 선택합니다. 이제 이 토글이 활성화된 상태에서 조그 휠이나 조그 버튼을 사용하여 X 또는 Y축을 수동으로 조그할 때마다 X&Y 축 모두 그에 따라 조그됩니다... 부품의 해당 가장자리를 따라 도구를 이동합니다. 이 기능을 끄려면 소프트키를 다시 토글하면 됩니다. 이 기능은 변환 평면이 활성 상태일 때 5축 기계의 인터럽트 주기 중에도 사용할 수 있습니다.