

CNC 기계

산업 제조
2013년 2월에 "5-축... 별로 무섭지 않습니다"라는 제목의 기사를 게시했으며 현재까지 내 블로그 시리즈에서 가장 인기 있는 기사 중 하나였습니다. 그래서 나는 그 기사를 조금 더 확장하고 5축 기술로 무엇을 할 수 있는지에 대해 조금 더 깊이 파고들고 5축의 고급 기능이 실제로 다중 축 상식, 그것을 분해하면.
지난 몇 년 동안 5축 가공을 둘러싼 모든 과대 광고로 인해 5면 또는 3+2 가공 플랫폼으로 전환하는 이점에 대해 매장을 교육하는 것이 상대적으로 쉬워져 매장을 보다 효율적이고 궁극적으로 만들 수 있습니다. 더 수익성. 그러나 우리는 그들이 단 하나의 설정에서만 부품을 실행하는 이점을 볼 수 있지만 한 번에 한 부품만 실행할 수 있다고 믿고 있다는 주장을 정기적으로 받습니다. 그리고 그것은 사실이 아닙니다. 고정 장치에서 약간의 창의성을 발휘하거나 시장에서 구할 수 있는 전문적으로 제조된 OEM 고정 장치를 활용하면 프로세스에 더 많은 부품을 쉽게 추가할 수 있으며 원하는 경우 프로세스를 완전히 또는 부분적으로 자동화할 수도 있습니다.

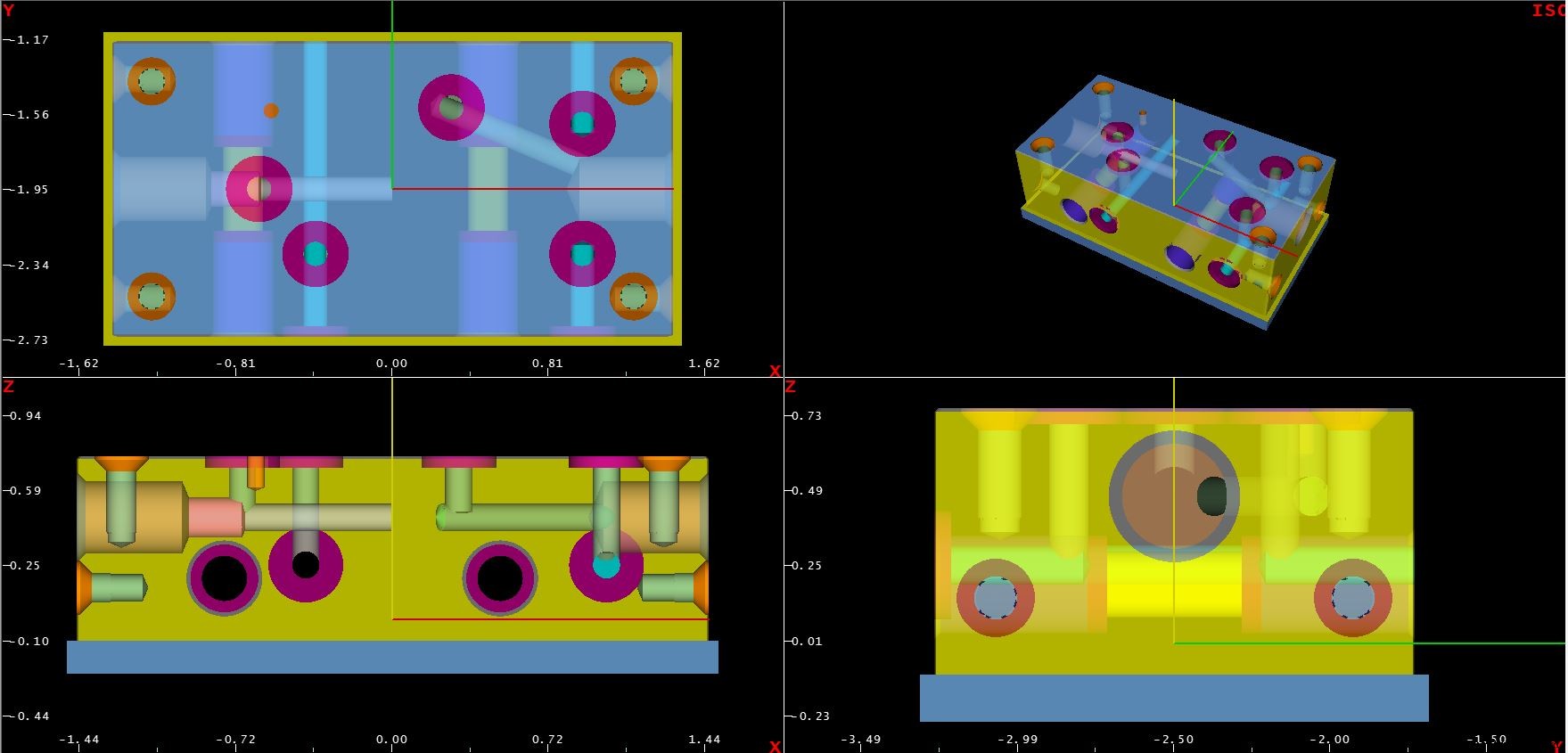
나는 최근에 간단한 직사각형 모양의 매니폴드를 실행하는 고객과 함께 작업했으며 부품의 5면에 포트, 나사산 또는 테이퍼형 구멍, 일부 O-링 홈과 같은 간단한 기능이 있어 몇 분만에 처리해야 했습니다. 가능한 한 설정...5면 또는 3+2 프로세스에 대한 완벽한 후보!!!
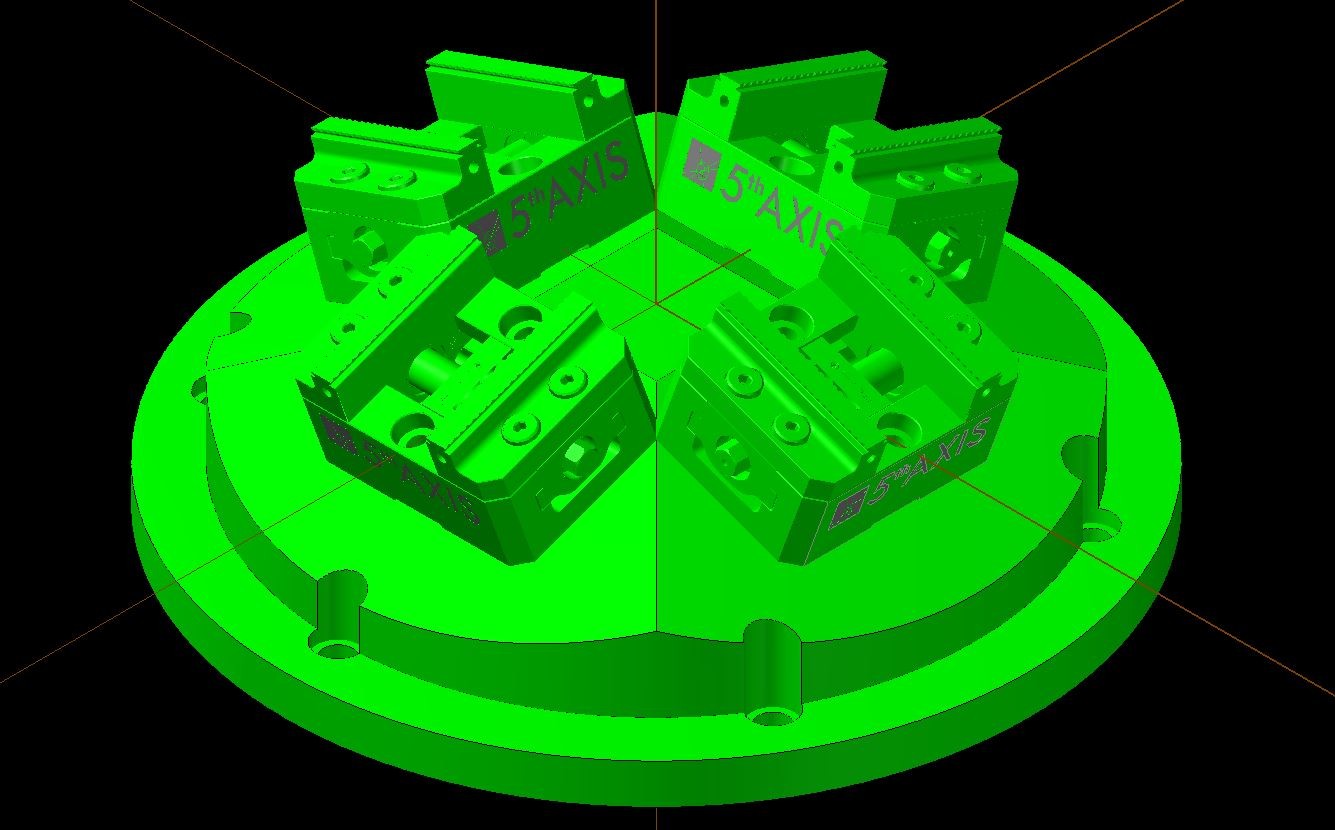
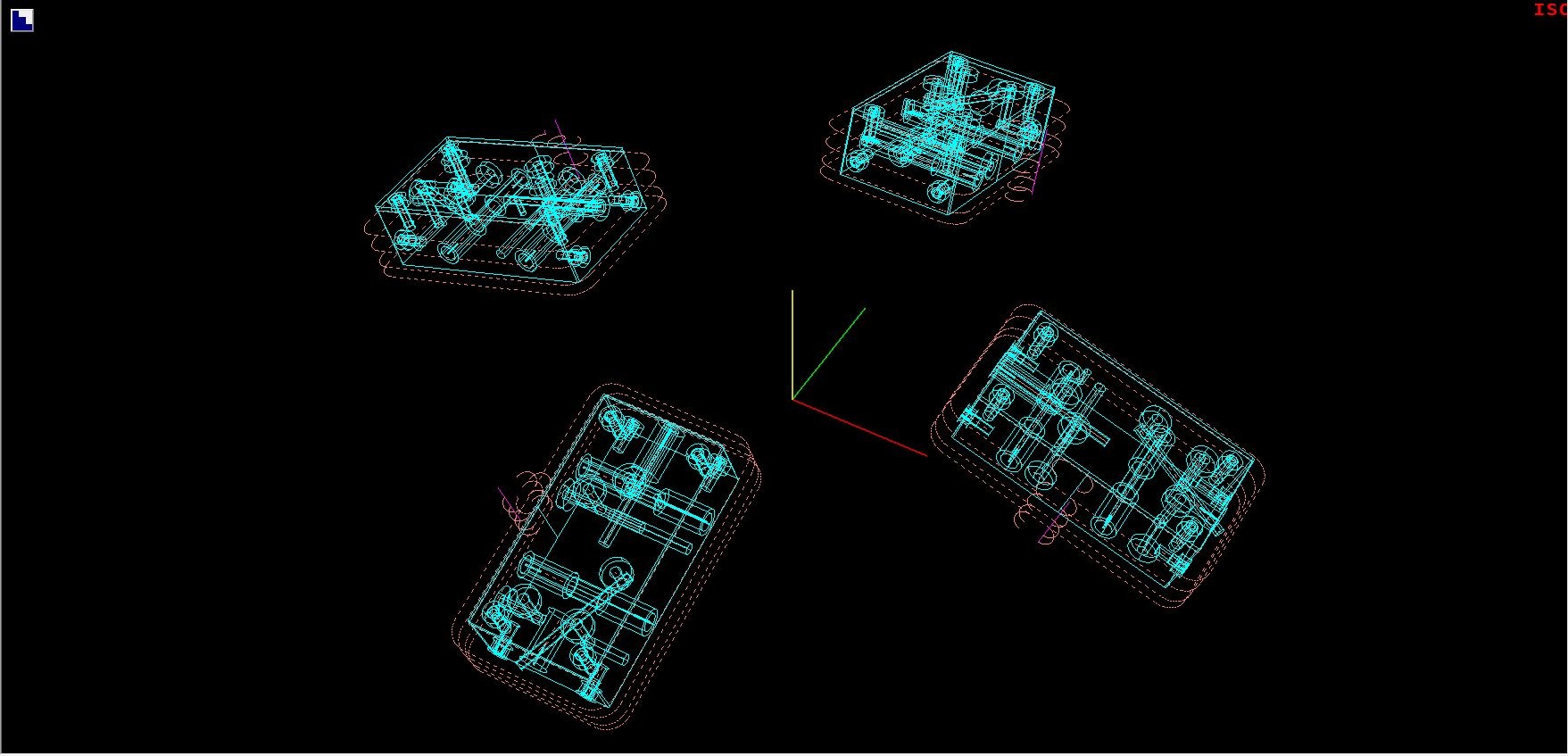
부품을 살펴본 후 그는 20° 피라미드에 장착된 4개의 바이스와 함께 상업적으로 이용 가능한 고정 장치를 사용하여 이 간단한 프로세스를 한 단계 더 발전시킬 수 있다는 것을 깨달았습니다. 이 고정 장치를 사용하면 각진 구멍 하나를 포함하여 4개 부품의 5면 모두에 도달할 수 있는 충분한 여유 공간이 있으며, 도어를 열 때마다 4개의 완전한 부품을 분리할 수 있습니다. 이 모든 것이 단 하나의 부품 설정으로 가능합니다! 생각해 보세요...이 작업은 이 작업장에서 반복되는 작업이기 때문에 복잡한 작업 하나에서 다음 작업으로 매우 빠르게 전환할 수 있으며 단 한 번의 설정으로 여러 부품에 대한 여러 작업을 완료할 수 있습니다. 찾기 쉬운 작업 좌표를 선택하세요.
그래서, 당신은 이것을 위한 프로그래밍이 얼마나 어렵습니까? 나는 당신이 그 모든 개별 부품, 그 모든 부품 면 및 끊임없이 변화하는 각도를 추적하는 것이 악몽일 것이라고 생각하고 있을 것이라고 확신합니다. 글쎄요, 정말 간단하다고 말하면 믿으시겠습니까?
이것은 시리즈의 두 번째 기사이므로 다른 기사에서 중단한 이 과정을 설명하기 시작하겠습니다. 기억을 되살려야 하거나 5면 부품 프로그래밍에 대해 자세히 알아보려면 여기를 클릭하여 제 이전 기사를 참조하거나 5면 프로그래밍에 대한 짧은 비디오 시리즈를 보십시오. 교육을 보려면 여기를 클릭하십시오. 동영상
프로그램을 반복하고 최적화하는 과정을 시작하려면 먼저 반복하고 최적화할 프로그램이 있어야 합니다. 이전 기사 또는 위에 링크된 온라인 교육 비디오에서 설명한 원칙을 사용하여 단일 공작물에 대해 성공적인 파트 프로그램을 생성했다고 가정해 보겠습니다. -측면 고정 장치를 사용하고 전체 프로세스를 최적화하여 보다 효율적으로 만들 수 있습니다. 또한 이 부품이 부품 자체의 중앙 하단 표면에 있는 기준점에서 프로그래밍되었다고 가정해 보겠습니다(위에서 참조한 고객 부품을 사용할 것입니다).
이제 처음부터 다면체를 사용하기로 결정했다면 이 프로세스를 조금 다르게 처리했을 수 있습니다. 그러나 "중간 스트림" 프로세스의 변경이 경보의 원인이 되어서는 안 된다는 것을 보여주려고 하기 때문에 우리는 이 작업을 수행하기 위해 몇 가지 간단한 제어 기능을 사용할 것입니다. 완료.
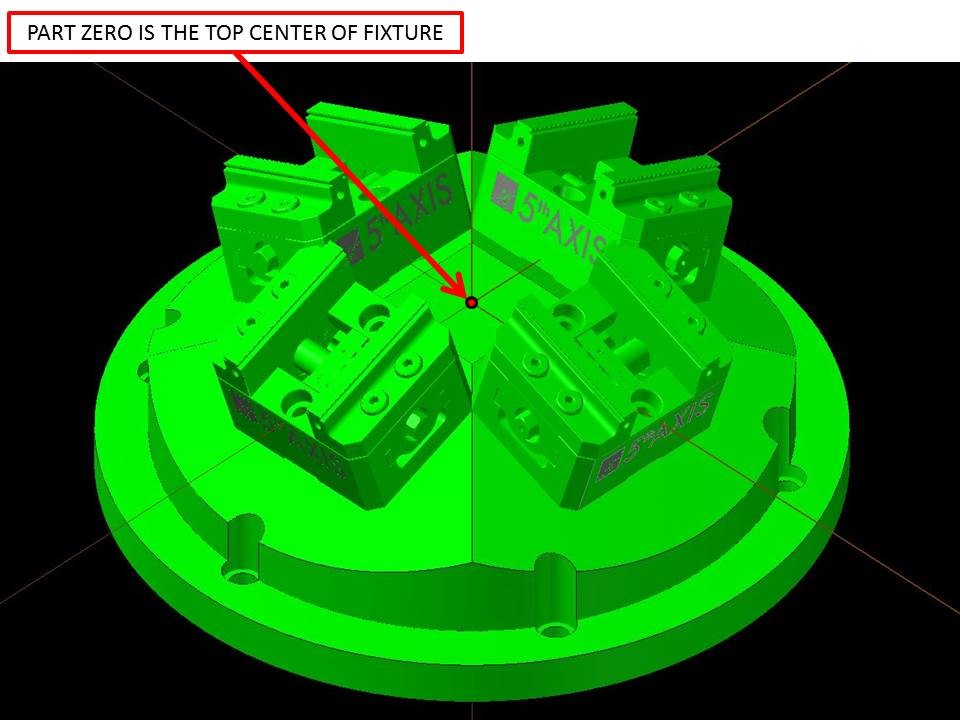
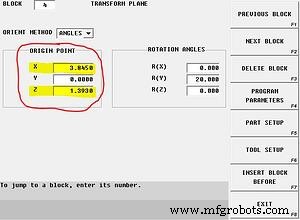
부품이 모두 고정물에 로드되면 가장 먼저 해야 할 일은 단일 부품에 있는 이전 참조점에서 이 새 프로세스에 사용할 새 위치로 원점을 재배치하는 것입니다. 우리는 원형 고정 장치에서 여러 부품을 실행하기 때문에 가공을 위한 가장 확실한 참조 위치는 고정 장치 자체의 상단 중앙일 것입니다. 부품을 다시 프로그래밍하고 싶지 않기 때문에 변환 평면 블록을 사용하여 이 위치 변동을 설명합니다. 변환 평면은 일반적으로 작업 평면에서 임시 변경 사항을 재배치하고 찾는 데 사용되지만 여기서는 전체 부품 프로그램을 임시로 재배치하고 방향을 지정하는 데 사용합니다. 변환 평면은 스택될 수 있기 때문에(취소하지 않으면 새 변환 평면이 이전 변환 평면에서 점진적으로 변경됨을 의미합니다.) 프로그램이 끝날 때까지 이 첫 번째 평면을 활성 상태로 유지하고 전체 프로세스가 완료됩니다. 그러면 취소하겠습니다.
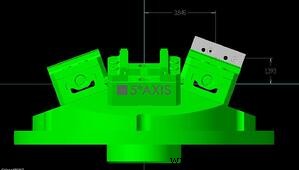
이 예에서 고정구의 첫 번째 부품(3시 위치)은 고정구 중심에서 X축을 따라 양의 방향으로 3.845", Z축에서 양의 1.393"( 위의 참조 이미지). 따라서 변환 평면의 "원점"에 대한 XYZ 필드에 이 값을 입력합니다. 이제 전체 프로그램을 제자리로 재배치했으므로 고정 장치와 정렬하기 위해 Y축을 중심으로 20° 기울여야 합니다. 이를 수행하기 위해 Y축을 중심으로 회전하는 "회전 각도" 필드에 양수 20을 입력합니다. 아래 예는 대화식 프로그램 블록을 보여주지만 NC에서 코드를 사용하여 동일한 작업을 수행할 수 있습니다. G68.2 X3.845 Y0 Z1.393 B20...G68.2는 변환 평면을 지정하고 XYZ는 사용됩니다. 기준점을 재배치하고 Y축을 중심으로 기울이는 것은 B축 변경입니다.
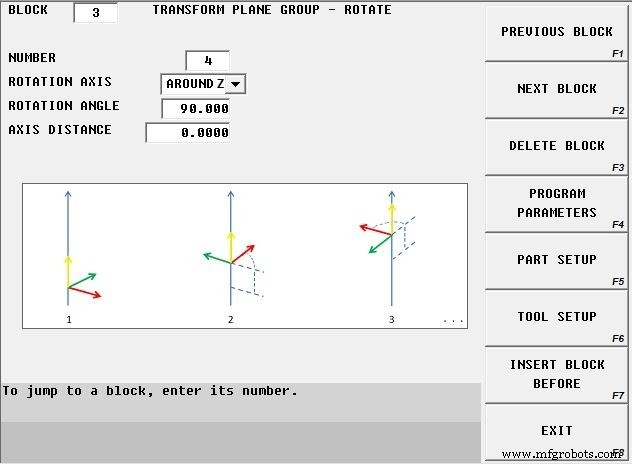
첫 번째 조각이 기울어지고 재배치되었으므로 이제 고정 장치의 다른 세 부분을 처리해야 합니다. 이전 단계를 "루핑"하여 이를 수행하고 나머지 90° 간격으로 가공 프로그램을 다시 실행합니다. 이 단계는 "평면 그룹 변환" 명령으로 수행됩니다. 변형 평면 그룹을 사용하면 모든 방향으로 변형 평면을 패턴화할 수 있습니다. 이 경우 고정기의 중심점을 중심으로 Z축에서 90°마다 4번 회전(또는 루프)합니다.
마지막으로 해결해야 할 사항은 도구 변경 사항입니다. 이 프로그램은 20개 이상의 도구를 사용하기 때문에 - 그리고 이 프로그램은 단 하나의 부분만 실행하도록 작성되었습니다 - 우리가 기계에서 실행할 때 다음 부분으로 넘어가기 전에 전체 부분을 완료할 것입니다... 그다지 효율적이지 않을 것입니다. . 이 딜리마와 싸우기 위해 우리는 "도구 교환 최적화"를 켤 것입니다. TCO 블록은 도구 교환을 최적화하여 도구가 스핀들에 배치될 때마다 제어 장치가 전체 프로세스를 살펴보고 특정 도구가 사용되는 횟수와 위치를 결정한 다음 모든 작업을 실행합니다. 다른 도구 변경을 완료하기 전에 이러한 프로세스를 수행합니다. 이렇게 하면 다음 부품으로 이동하기 전에 각 부품을 완료하는 데 필요한 80개의 도구 교환 횟수가 부품 프로그램에 사용되는 도구의 수인 20개로 줄어듭니다.
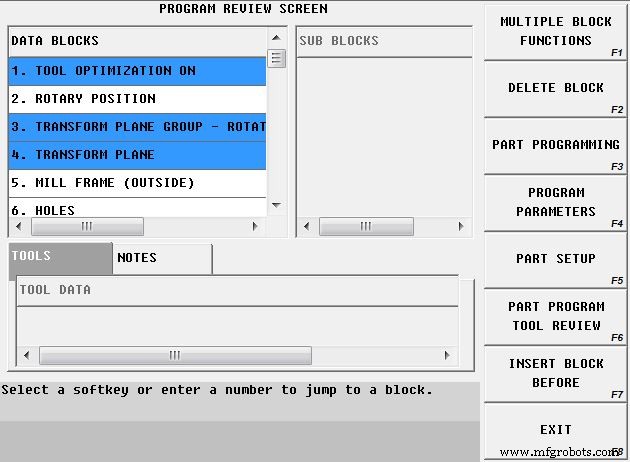
최종 결과는 단일 작업으로 여러 부품 고정 장치에 있는 4개의 완성된 부품으로, 하나의 간단한 부품 프로그램에서 쉽게 찾을 수 있는 부품 설정으로 이루어집니다. 쉽지 않죠?
5축 기술에 대해 자세히 알아보려면 "Take Five for 5-Axis...complex technology 단순화"라는 녹화된 웨비나를 시청하거나 교육 웹사이트 www. .5-axis.org.
CNC 기계
원형 보간 개념 및 프로그래밍 시리즈의 5번째 부분인 이 기사에서는의 사용에 대해 설명합니다. G90 앱솔루트 프로그래밍 G91 증분 프로그래밍 G90/G91을 모두 설명하는 cnc 프로그램 예제 코드 포함 이 기사의 다른 부분 읽기 원호 보간 개념 및 프로그래밍 파트 1(개념) 원호 보간 개념 및 프로그래밍 파트 2(R 사용) 원호 보간 개념 및 프로그래밍 파트 3(I J K 사용) 원호 보간 개념 및 프로그래밍 파트 4(Unknown R) 원형 보간 개념 및 프로그래밍 파트 5(예제) 원호 보간 개념 및 프로그래밍 파
원형 보간 개념 및 프로그래밍 시리즈 4부에서는 아크 반경(R)이 직접 지정되지 않은 경우 아크에 대한 CNC 프로그램을 만드는 방법을 설명합니다. 이 기사의 다른 부분 읽기 원호 보간 개념 및 프로그래밍 파트 1(개념) 원호 보간 개념 및 프로그래밍 파트 2(R 사용) 원호 보간 개념 및 프로그래밍 파트 3(I J K 사용) 원호 보간 개념 및 프로그래밍 파트 4(Unknown R) 원형 보간 개념 및 프로그래밍 파트 5(예시) 원호 보간 개념 및 프로그래밍 파트 6(사용 및 연습) 아크 전용 아크 센터 프로그래밍 아크