

CNC 기계

산업 제조
원형 보간 개념 및 프로그래밍 시리즈 4부에서는 아크 반경(R)이 직접 지정되지 않은 경우 아크에 대한 CNC 프로그램을 만드는 방법을 설명합니다.
이 기사의 다른 부분 읽기
아크 중심만 주어졌을 때(반경을 알 수 없음) 아크를 프로그래밍하려면 주소 문자 I 및 J를 사용하십시오.
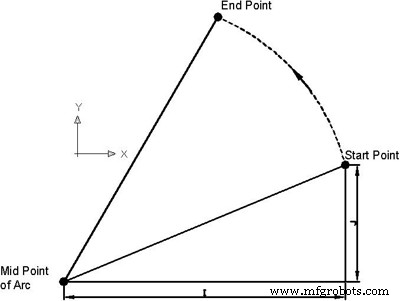
프로그램 아크 전용 아크 센터가 주어집니다
이 그림에서 I 및 J 값을 계산하는 절차는 매우 명확합니다. 아크가 시작되는 지점에서 항상 와드 아크 중간점을 바라봅니다. 아크가 사분면보다 작은 경우 I 및 J 값을 모두 찾아야 합니다.
G03 X (End Point) Y(End Point) I J
CNC 선반 기술자용
Fanuc 원형 보간 G02 G 코드 예
이 기사의 다른 부분 읽기
CNC 기계
CNC 예제 프로그램을 사용한 Haas CNC 밀링 원형 보간 프로그래밍 설명, 이 예제는 G02 G03 G 코드로 원형 보간을 프로그래밍하는 동안 cnc 프로그램에서 IJK 또는 R을 제공할 수 있는 방법을 보여줍니다. Haas 원형 보간 R이 프로그래밍하기 더 쉬운데 IJK를 사용하는 이유 R은 정의하기가 더 쉽지만 실수를 저지르고 잘못된 반지름을 얻는 것이 더 쉽습니다. R을 사용하고 시작점이나 끝점을 잘못 지정하여 기계가 여전히 반경을 수행할 수 있는 경우 반경이 잘못됩니다. I, J, K 방법으로 실수하면 기계가 실행하
G81 드릴링 사이클 및 G15 G16 극좌표 명령으로 원의 일부를 드릴링하는 방법을 보여주는 NCT 프로그램 예. G 코드 G 코드 함수 G15 극좌표 명령 취소 G16 극좌표 명령 G81 드릴링, 스폿 보링 사이클 NCT 프로그램 예시 %O7074(7.4)N100 T1N110 G54 G0 X0 Y0N120 G43 Z50 H1N130 S1000 M3 M8N140 G16 G0 X50 Y-10N150 G81 X50 YI10 R2 Z-10 L10N160 G80 G15N170 G0 Z100N180 M30%