

CNC 기계

산업 제조
공구가 1인치 직경의 강력한 황삭이든 0.032인치 정밀 엔드밀이든, 슬로팅은 공구에서 가장 어려운 작업 중 하나입니다. 슬로팅 작업 중에는 공구의 전체 절삭날에 많은 힘과 압력이 가해집니다. 그 결과 속도와 이송이 느려지고 공구 마모가 증가하여 최고의 절삭 공구라도 가장 까다로운 공정 중 하나가 됩니다.
미니어처 툴링(이 블로그의 목적을 위해 직경 1/8인치 미만)을 사용하면 게임이 바뀝니다. 우리가 미니어처 툴링에 접근하는 방식은 슬롯 가공과 관련하여 완전히 다릅니다. 이러한 경우 이러한 작업에 적합한 도구를 선택하는 것이 매우 중요합니다. 몇 가지 제안 사항은 더 큰 도구로 작업하는 데 익숙하다면 놀라울 수도 있지만, 이것은 미니어처 슬롯 응용 프로그램에서 성공률을 극적으로 높일 수 있는 시도되고 테스트된 권장 사항이므로 안심하십시오.
기존의 슬로팅 공구 경로를 실행할 때 절삭 공구의 가장 큰 문제는 적절한 플루트 수를 사용하여 최상의 칩 배출을 얻는 것입니다. 전통적으로 말해서 가능한 한 적은 양의 플루트를 사용하려고 합니다. 알루미늄/비철 작업에서는 일반적으로 2/3 플루트를 넘지 않으며 철강/철 작업에서는 4 플루트가 권장됩니다. 플루트 수가 적으면 칩이 빠져나갈 수 있는 공간이 생겨 칩을 다시 절단하거나 깊은 슬롯에서 공구의 플루트가 막히는 일이 없습니다.
미니어처 도구로 슬롯을 만들 때 가장 큰 문제는 도구 강성, 처짐 및 코어 강도입니다. 마이크로 슬롯을 사용하면 "슬롯을 만드는 것"이 아니라 "슬롯을 만드는 것"입니다. 기존의 슬롯 가공에서는 전체 슬롯을 만들기 위해 부품에 ½” 도구를 2xD로 밀어 넣을 수 있으며 도구가 이를 처리할 수 있습니다! 하지만 이 기술은 더 작은 도구로는 불가능합니다.
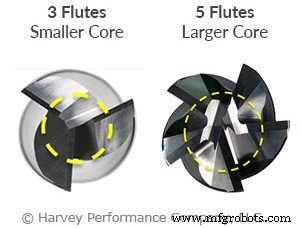
예를 들어 0.015인치 엔드밀을 예로 들어 보겠습니다. 해당 도구로 깊이가 0.015인치인 슬롯을 만드는 경우 패스당 축 방향 깊이가 0.001인치에서 0.002인치가 될 것입니다. 이 경우 칩은 전통적인 슬로팅 공구 경로가 아니기 때문에 더 이상 문제가 되지 않습니다. 이제 강성과 코어 강도가 핵심입니다. 즉, 가능한 한 많은 플루트를 추가해야 합니다! 알루미늄과 같은 재료에서도 4개 또는 5개의 플루트가 기존의 2/3 플루트 도구보다 작은 직경에서 훨씬 더 나은 옵션이 될 것입니다. 플루트 수가 더 많은 공구를 선택함으로써 일부 최종 사용자는 플루트 수가 적고 강성과 강도가 낮은 공구보다 공구 수명이 50~100배 이상 증가하는 것을 보았습니다.
슬롯을 만드는 동안 미니어처 도구에 강력한 코어가 있는지 확인하는 것 외에도 모서리 강도를 자세히 살펴봐야 합니다. 툴링에 코너 반경을 설정하는 것은 훌륭한 단계이며 정사각형 프로파일 툴보다 툴의 코너 강도를 상당히 향상시킵니다. 그러나 가장 강력한 팁 형상을 원하는 경우 볼 노즈 엔드밀 사용도 고려해야 합니다.
볼 노즈 엔드밀은 가장 일반적인 세 가지 프로파일 중 가장 강력한 팁을 제공합니다. 볼 노즈의 끝단 형상은 거의 고이송 엔드밀로 작동할 수 있으므로 마이크로 슬로팅에 필요한 가벼운 축 방향 패스에서 더 빠른 이송 속도를 허용합니다. 볼 노즈의 리드각은 또한 축 방향 칩 얇아짐을 허용하여 공구 수명을 연장하고 사이클 시간을 단축할 수 있습니다.

슬롯 가공, 황삭 가공 또는 단순히 부품에 구멍을 뚫는 작업에 관계없이 미니어처 툴링의 경우 정밀도와 정확성이 가장 중요합니다. 위의 지침에 따라 특정 슬롯 요구 사항을 충족하는 데 사용할 수 있는 다양한 도구 옵션을 갖는 것도 중요합니다. Harvey Tool은 직경이 0.015인치까지인 5개의 플루트 엔드밀을 제공하며, 이는 슬롯 가공을 위한 플루트 수가 많은 더 강력한 공구를 위한 훌륭한 옵션입니다.

코너 강도를 업그레이드하려는 경우 Harvey Tool은 또한 수십 개의 리치, 절단 길이 및 플루트 수 옵션이 있는 코너 반경 및 볼 노즈 프로파일의 다양한 미니어처 엔드밀을 제공합니다. 이러한 모든 도구에 대한 속도 및 피드 정보도 제공되므로 이러한 어려운 도구 경로를 프로그래밍하는 것이 조금 더 쉬워집니다.

요약하자면, 미니어처 슬롯 가공과 관련하여 집중해야 할 세 가지 주요 항목이 있습니다. 플루트 수, 코너 강도 및 축 방향 패스의 깊이입니다.
모서리 반경 또는 볼 노즈 도구를 사용하고 가능한 한 도구에 최대한 많은 플루트를 놓는 것이 중요합니다. 이렇게 하면 공구를 견고하게 유지하고 휘는 것을 방지하는 동시에 우수한 코어 강도를 제공합니다.
축 방향 패스의 경우 여러 단계로 가벼운 패스를 가져옵니다. 공구를 거의 고이송 엔드밀로 사용하면 가장 작은 직경에서도 성공적인 슬로팅 작업이 가능합니다.
CNC 기계
Kyocera는 다음을 위한 다양한 제품 라인을 갖춘 산업용 절삭 공구의 선도적인 글로벌 제조업체입니다. 터닝 밀링 드릴링 스레딩 그루빙 지루함 Kyocera 일반 카탈로그 2011 – 2012(영어 버전) Kyocera 절삭 공구 카탈로그 전체 Kyocera 절단 도구 카탈로그 2011 – 2012 PDF 파일. 이 PDF(Kyocera 절단 도구 카탈로그)와 모든 섹션에는 콘텐츠를 편안하고 효과적으로 탐색할 수 있는 탐색 기능이 포함되어 있습니다. 관심 있는 색인 섹션을 클릭하기만 하면 됩니다. 콘텐츠 성적 삽입 C
Korloy 절삭 공구 카탈로그 KORLOY의 영문 미터법 종합 카탈로그 및 다이제스트 카탈로그의 최신 버전은 KORLOY 웹 사이트에서 PDF 형식으로 제공됩니다. http://www.korloy.com/korloy_en/contents/product/05.htmlhttp://www.korloy.com/eng/catalog/catalogF.html Korloy 절삭 공구 카탈로그 KORLOY CUTTING TOOLS 2013 (Metric) (pdf)KORLOY CUTTING TOOLS 2012 (INCH) (pdf)KO