

제조공정

산업 제조
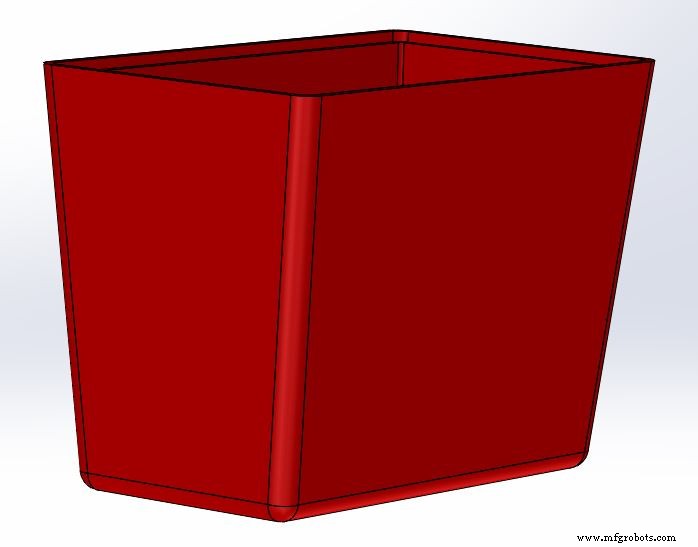
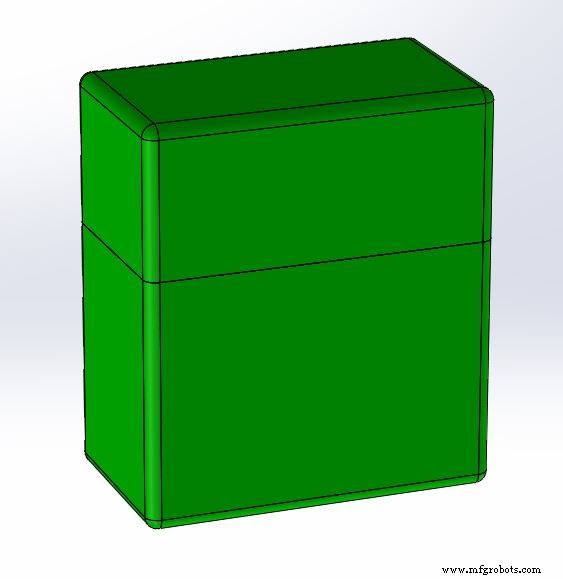
드래프트는 사출 성형 부품 설계에서 부품 측면의 각진 표면이 금형에서 나올 수 있도록 해야 하는 필요성입니다. 사출 성형 부품의 이러한 표면은 피라미드형이 아닌 평행하도록 의도되었을 수 있지만 부품이 금속 성형 도구에 달라붙거나 제거될 때 새로 형성된 플라스틱 측면을 긁을 수 있습니다.

사실 초안은 초기에 적절하게 고려하지 않으면 의도한 제품의 모양, 형태 및 조립품의 적합성을 손상시킬 수 있으므로 사출 성형 부품의 제품 설계에 있어 핵심적인 측면입니다. 플라스틱 사출 성형 부품의 설계자와 기계 엔지니어는 설계 의도, 부품 정렬 및 제조 용이성을 고려해야 합니다.
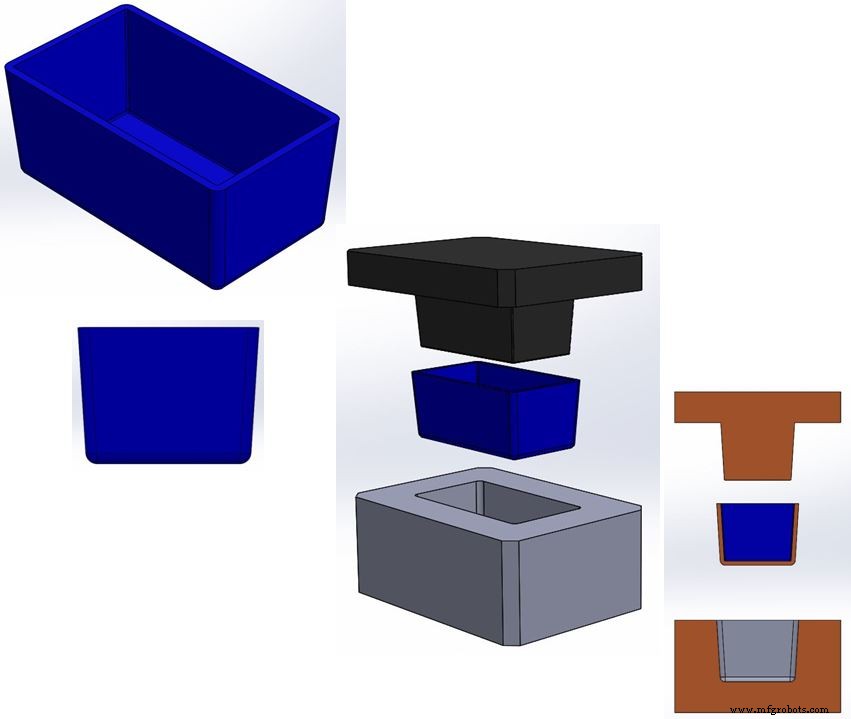
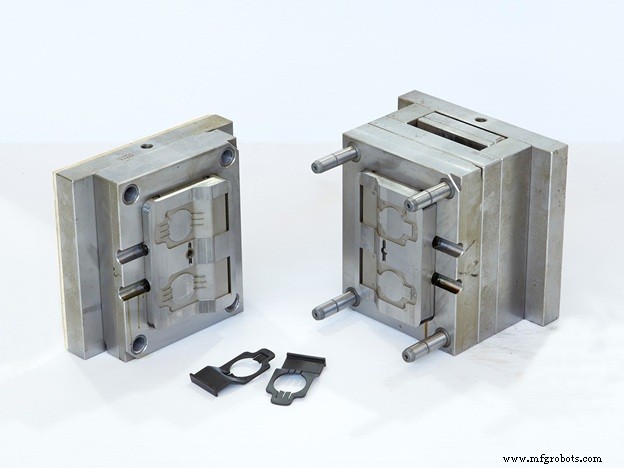
설계 중인 사출 성형 플라스틱 부품은 용융 플라스틱이 압력을 받고 있는 금형의 두 금속 반쪽에 생성된 큰 금속 캐비티에 형성되어야 합니다. 플라스틱이 냉각되고 응고되면 주 도구의 절반이 분리되어 새 부품을 꺼냅니다. 플라스틱 부품의 측벽에 구배가 많을수록 금형에서 부품을 꺼내기가 더 쉽고 빠릅니다.
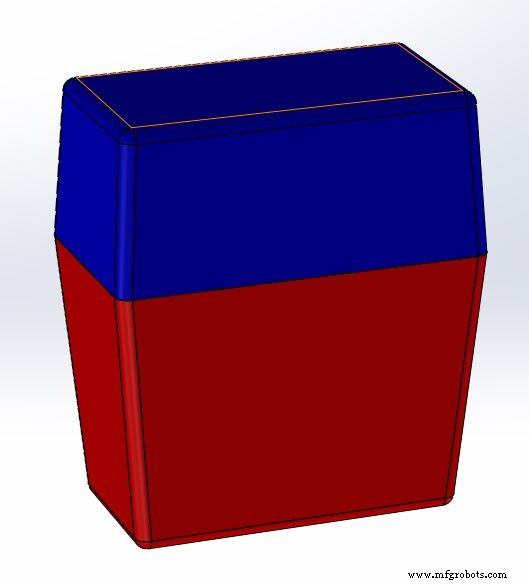
사출 성형된 플라스틱 부품의 성형된 측면 표면에 무거운 질감이나 패턴이 있는 경우 패턴은 실제로 매우 작은 높고 낮은 지점으로 구성됩니다. 사출 성형된 플라스틱 부품의 삽입된 낮은 지점은 새로 형성된 플라스틱 부품의 측면이 충분히 드래프트되지 않은 경우 잡아 당기거나 끌 수 있는 융기된 재료를 금형 도구에 필요로 합니다.
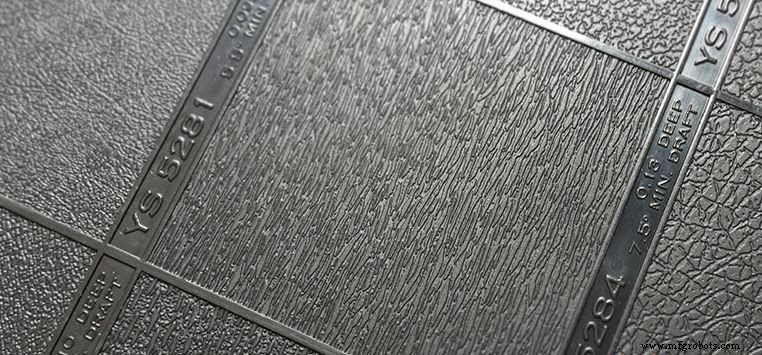
일반적으로 텍스처 릴리프가 깊어지면 추가 드래프트가 필요합니다. 좋은 일반 규칙과 이전에 Mold-Tech에서 권장한 것은 텍스처 깊이 0.001인치마다 1.0 ~ 1.5도 드래프트였습니다. 그러나 이에 대한 권장 사항은 종종 플라스틱 사출 성형 부품이 냉각됨에 따라 수축하기 때문에 내부 벽에 대한 더 높은 드래프트 각도입니다. 이러한 금형 표면의 항력을 증가시킵니다.
또한 일부 성형업체는 기본적으로 작업을 더 쉽게 만들고 부품 마감과 관련된 위험 문제를 줄이고 부품이 금형에 달라붙는 위험을 줄이며 사출 주기 시간을 늘리기 위해 더 많은 드래프트를 권장합니다.
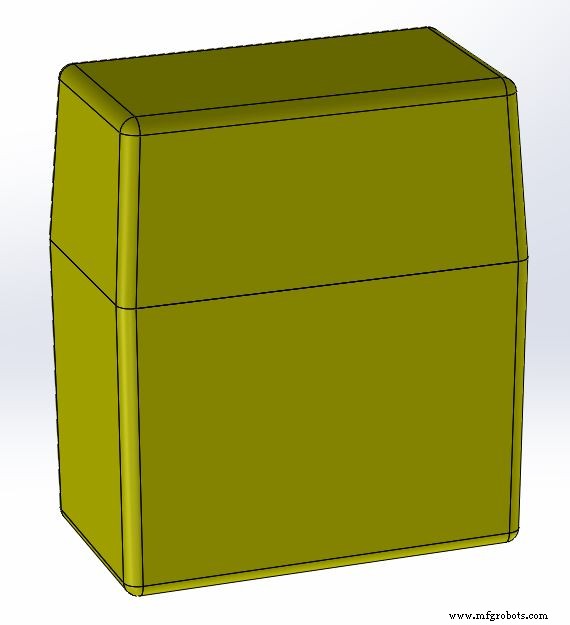
그래서 이것은 더 많은 초안이 항상 더 나은 것처럼 보이게 하고, 우리의 모든 제품 디자인이 그럴 수 있는 지점까지 갔다면. 내부 구성 요소에 대한 여유 공간, 꼭 맞는 컴팩트 디자인 또는 평행한 벽이 있는 플라스틱 부품을 요구하는 단순화되고 직선적인 모양의 경우 드래프트가 반대입니다. 이는 사출 성형된 플라스틱 부품 마감을 유지하면서 툴링 비용과 위험을 증가시킬 수 있습니다.
그렇다면 드래프트를 얼마나 뒤로 미룰 수 있을까요? 도달할 수 있는 타협점이 있습니다. 필요한 초안은 재료, 주기 시간, 이형 문제 및 마감을 포함한 여러 요인에 의해 결정됩니다. 목표는 실제로 모든 관련자에게 최상의 결과를 제공하는 것이지만 이는 일부 영역에서 약간의 타협이 필요하다는 것을 의미할 수 있습니다.
최고의 결과를 얻기 위해 산업 디자인 팀, 클라이언트 및 성형업체와 협력하는 것은 드문 일이 아닙니다. 아마도 텍스처는 필요한 초안을 약간 완화하기 위해 약간 밝아졌습니다. 마무리 단계가 더 부드러워지는 것은 종종 감지할 수 없습니다. 내부 표면이 부드럽다면 더 작은 구배도 가질 수 있으므로 더 높은 부품의 상단에서 벽과 내부 리브가 너무 얇아지지 않습니다.

외부 표면에 대한 텍스처 권장 사항에 대한 초안의 여유는 성형기 및 해당 공정과의 작업을 허용할 수 있습니다. 사이클 시간이 덜 중요하고 냉각 시간이 길수록 플라스틱 부품이 주변의 금속 금형에서 외부 표면을 떼어낼 것이기 때문에 특정 재료와 부피가 작은 부품에 대한 관심이 적을 수 있습니다. 텍스처는 또한 일치하는 부품 정렬을 위한 부품 라인의 접선 근처에 있는 곡선 표면이 "페이드 아웃"되고 해당 영역에서 거의 0에 가까운 구배 각도와 같을 수 있습니다.
제품 디자인 컨설팅 회사로서 우리는 너무 자주 한 지점에서 스케치로 디자인된 제품 및 플라스틱 부품을 해외 계약 공구업체에 맡겨 최대한 저렴하게 해석하고 성형하는 것을 보고 고객이 우리에게 와서 나쁜 결과를 수정하기를 원합니다. 그들이 수십만 달러를 쓴 후에.
사출 성형 부품의 제품 설계는 팀 노력이며 최상의 결과를 얻으려면 전체 팀이 프로젝트 전체의 프로세스 및 의사 결정에 포함되어야 합니다. 사출 성형 부품 설계를 위한 엔지니어링을 포함한 이러한 통합 접근 방식은 또한 비용과 시장 출시 시간을 절약합니다. 이제 사출 성형된 플라스틱 부품 구배에 대한 각도가 생겼습니다.
더 보기:언더컷, 싱크 마크, 보스
제조공정
오랜 시간 동안 제조업체는 빠른 툴링을 대량 생산, 강철로 가공된 내구성 있는 프레스 성형 및 상당한 자본 투자와 연관시켜 왔습니다. 또한 플라스틱 사출 성형이 다양한 복잡한 플라스틱 구성요소를 생산하는 데 이상적인 방법이며 다양한 산업 분야의 OEM에 혜택을 줄 수 있다는 사실을 무시합니다. 그러나 프로토타이핑 기술의 발전과 함께 급속 사출 성형이 최고의 프로토타입 기술 중 하나임을 정당하게 주장했습니다. 신속 사출 성형이란 무엇입니까? 급속 사출 성형 공정은 기술적으로 기존 사출 성형과 동일합니다. 주요 차이점은 도구 제조
사출 성형 부품이 될 모델에는 우리가 좋아하는 디자인 요소가 많이 있습니다. 때때로 우리는 그것을 못 박는 모델을 얻습니다. 설계자/엔지니어는 공정에서 할 수 있는 것과 할 수 없는 것에 대한 탁월한 감각을 가지고 있으며 모든 것은 사출 성형 작동 방식에 대한 확실한 지식에서 시작됩니다. 성형 검사를 위한 디자인 받기! 성형 부품을 원하는 경우 디자인이 해당 프로세스에 대해 설명해야 합니다. CAD를 검토하고 부품이 성형용으로 설계되었는지 조기에 판단하거나 3D 인쇄 또는 CNC 가공과 같은 다른 옵션을 사용하도록 제안할 수 있습