

제조공정

산업 제조
사출 성형 부품을 사용한 제품 개발에서 우리 모두는 보기 좋은 제품을 원합니다. 그리고 비즈니스에서는 결함과 지연에 대한 시간과 돈이 전혀 없기 때문에 프로젝트가 순조롭게 진행되기를 바랍니다. 따라서 첫 번째 제품 사출 성형 부품의 전면 A 표면에서 큰 싱크 마크를 발견하고 생산에서도 광택 마감이 있어야 하므로 이를 해결하는 방법과 해결하는 방법에 대한 침몰감을 유발할 수 있습니다. 빨리.
무엇을 할까요? 제품의 로고 배지를 그 위에 붙일 수 있지만 이미 다른 곳에 배치할 계획이며 부품의 사출 성형 게이트를 숨깁니다. 다른 배지가 아닐까요? 사출 금형 처리와 부품 설계 모두에서 이 문제를 해결하는 더 좋은 방법이 있습니다.


그렇다면 싱크는 왜 생기는 것일까요? 내부 리브 또는 보스가 벽과 결합하는 곳과 같이 일반적으로 플라스틱 부품 벽의 두꺼운 부분에서 부품의 사출 성형된 플라스틱 재료의 차등 냉각은 두꺼운 부분의 중간이 마지막으로 냉각될 때 재료를 끌어들여 딤플을 남깁니다. 반대측. 이것은 특히 더 어두운 플라스틱 색상의 부드럽고 반짝이는 표면에서 더 뚜렷하게 보입니다.
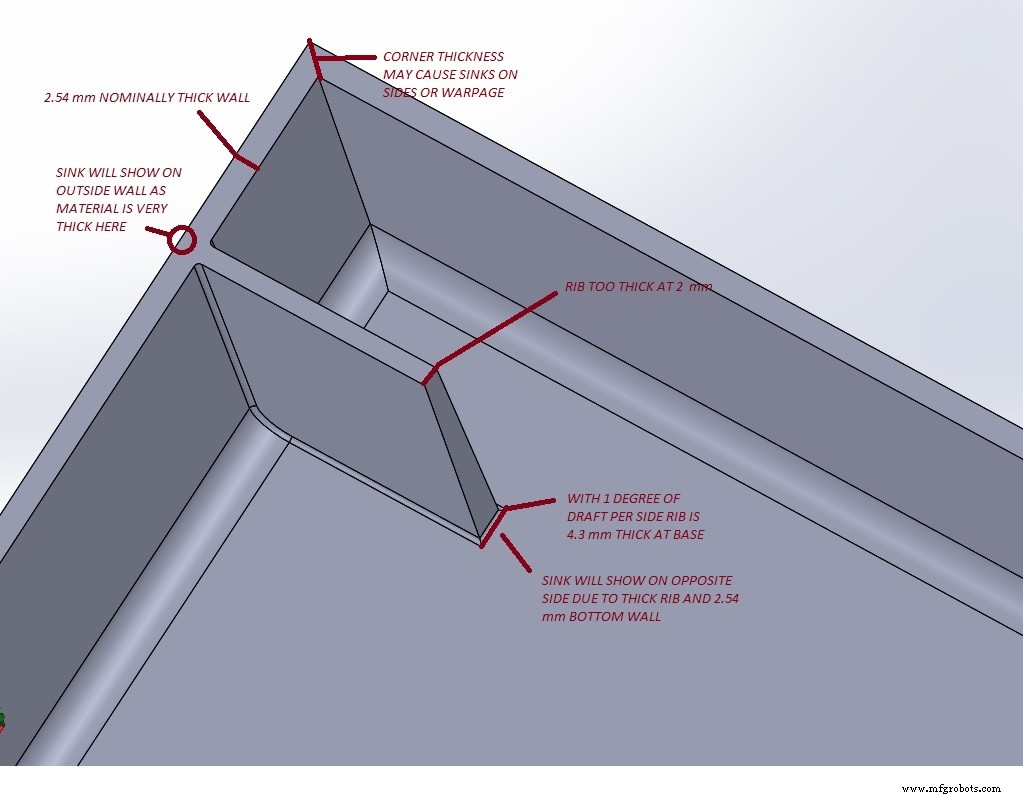
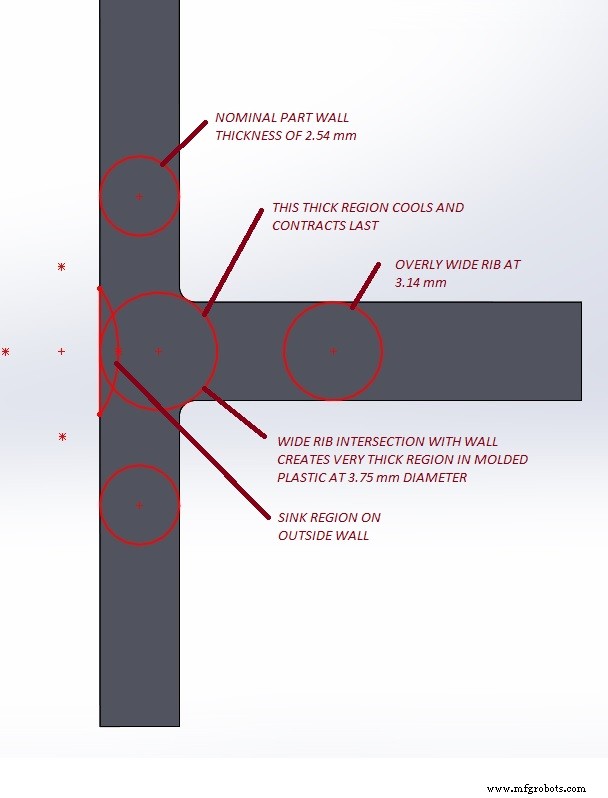
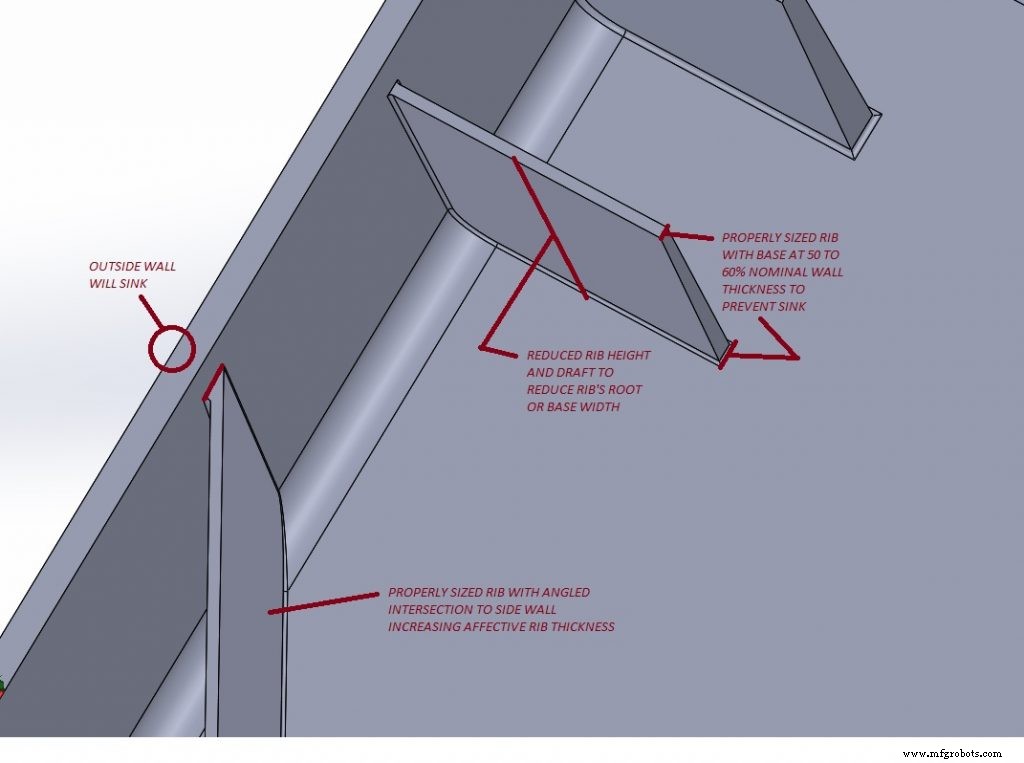
두 개의 외부 벽이 만나는 곳 또는 "발로니 컷"에서 적절한 크기의 리브에 각진 표면이 닿는 곳도 싱크를 유발할 수 있습니다. 내부 벽 및 리브 두께에 대한 몇 가지 일반적인 권장 사항에 따라 공칭 외부 벽의 50~60%를 유지하면 사출 성형 부품의 두꺼운 부분을 방지하고 결점을 가라앉히는 데 많은 도움이 됩니다.
그러나 사출 성형 부품 설계의 더 복잡한 모양과 전환에서는 개발 중에 두꺼운 부분을 놓칠 수 있습니다. 더 모호한 피쳐 교차점의 사출 성형 부품에 추가 코어링이 필요할 수 있습니다. 위에 표시된 시니 화이트 디스펜싱 캐니스터 베이스는 무거운 내부 늑골이 없는 일반적으로 일반적인 벽 두께를 가지고 있습니다.
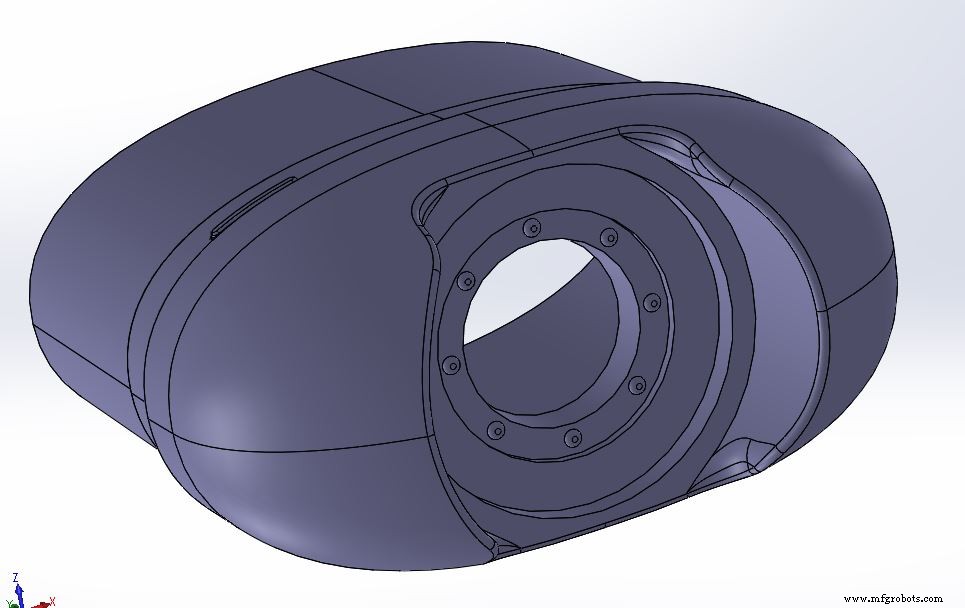
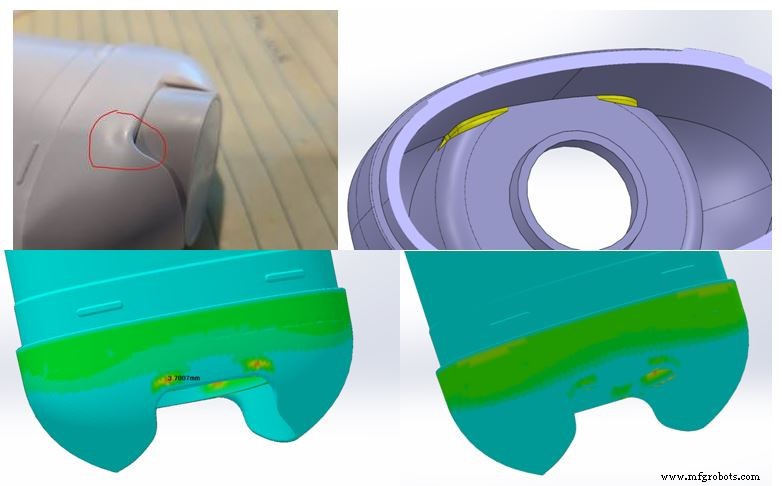
그러나 나비 나사를 위한 더 낮은 카운터 보어는 눈에 띄는 싱크를 유발하는 각진 벽 교차를 생성했습니다. 단면의 정확한 위치를 자세히 조사한 결과 기능과 재료의 수렴이 나타났습니다.
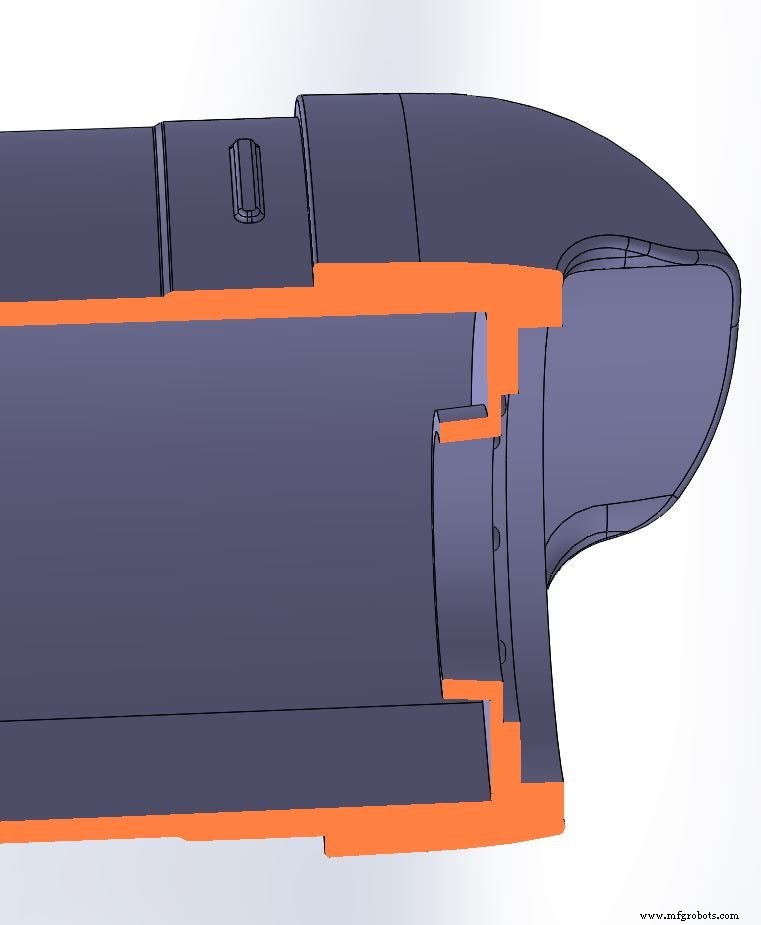
이 두꺼운 부분을 만든 특징은 제품의 작은 크기와 기능을 유지하기 위해 얇아지거나 이동하거나 제거하기 쉬운 후보가 아닙니다. 그리고 외부의 싱크대는 허용되지 않았습니다.
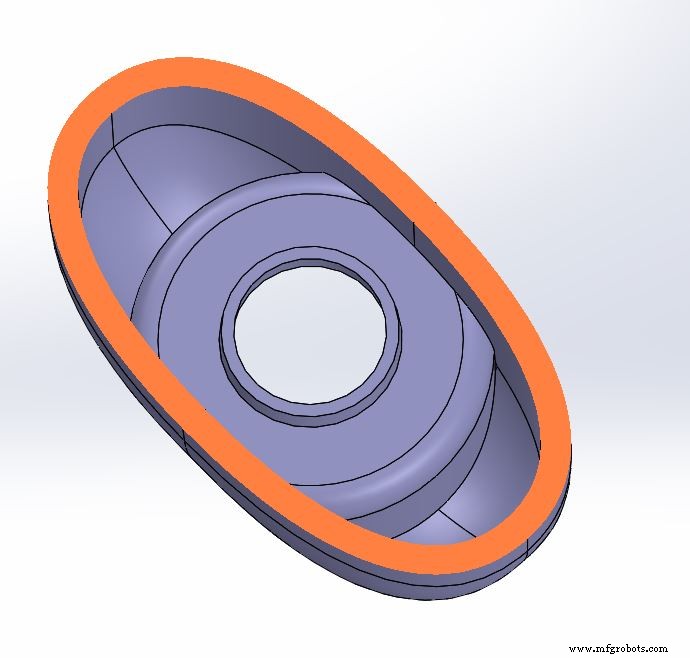
금형 공구강의 코어에 추가된 약간의 내부 코어링 기능은 다음 제품 실행을 위해 사출 성형 부품의 일부 재료를 완화했습니다.


이것은 주기 시간(금형 내 냉각)을 연장하고 공정을 개선하기 위해 성형기와 함께 작업하여 흠 없고 기능적인 부품을 산출했습니다. 긴밀한 조정을 통해 문제를 신속하게 해결할 수 있었습니다.
보스는 또한 조립에 중요하기 때문에 사출 성형 부품에서 문제를 제기합니다. 그들은 원추형 갈비뼈로 생각할 수 있습니다. 나사식 패스너와 잘 작동하고 강도를 가질 수 있도록 크기를 조정해야 하지만 특정 기술을 따르지 않으면 두꺼운 영역에 많은 기회를 제공합니다. 보스는 그 자체로 많은 고려 사항이 있는 중요한 디자인 기능이기 때문에 향후 논의에서 보스에 대해 더 많이 다룰 것입니다.

우수한 사출 금형 엔지니어링 방식과 사용 가능한 3D CAD 도구를 사용하여 사출 성형 부품을 설계하여 싱크 및 기타 외관 결함의 위험을 최소화할 수 있습니다. 그리고 사출 성형 부품이 팀 구성원으로서 긴밀하게 협력함으로써 계획대로 작동하는 고품질의 성형 사출 성형 부품을 얻을 수 있도록 개선 사항을 통합할 수 있습니다. 이 접근 방식을 사용하면 시장 출시 시간이 최소화됩니다.
따라서 두께 및 교차와 관련하여 내부 벽 및 리브에 대한 권장 사항을 염두에 두십시오. 이러한 기능을 최대한 최소화하고 두께가 최소화되도록 구배를 약간 줄이는 것을 고려하십시오. 두께 분석과 같은 CAD 도구를 사용하고 가능한 싱크 영역에 대한 단면 도구로 복잡한 교차점을 수동으로 검토합니다. 그런 다음 금형 분석 및 권장 사항에 대해 금형 제작자와 협력합니다. 이를 위해서는 첫 번째 및 두 번째 제품 부품 생산 중에 추가 조정이 필요할 수 있지만 긴밀한 협업과 세부 사항에 대한 관심은 출시 시간을 단축합니다. 또한 부품 전면의 사출 성형 결함을 덮기 위해 다른 배지를 추가할 필요도 없습니다.
링크:1부, 3부, 4부
제조공정
보스 피쳐는 사출 성형 설계에서 흔히 볼 수 있습니다. 나사용 채널을 제공하여 성형 부품의 조립을 지원하는 데 사용됩니다. 플라스틱 나사 보스를 설계하는 것은 매우 간단하지만 부품 간의 강력한 연결을 보장하고 외관상의 결함을 완화하기 위한 몇 가지 고려 사항이 있습니다. 시작하려면 먼저 보스의 구멍 크기와 주변 벽 두께를 결정해야 합니다. 포스트를 분할하지 않고 나사가 플라스틱과 맞물릴 수 있도록 충분히 두꺼운 벽이 필요합니다. 이러한 사양을 확인하려면 해당 나사의 권장 구멍 크기 및 주변 벽 두께에 대한 나사 제조업체의 지침을
사출 성형 부품이 될 모델에는 우리가 좋아하는 디자인 요소가 많이 있습니다. 때때로 우리는 그것을 못 박는 모델을 얻습니다. 설계자/엔지니어는 공정에서 할 수 있는 것과 할 수 없는 것에 대한 탁월한 감각을 가지고 있으며 모든 것은 사출 성형 작동 방식에 대한 확실한 지식에서 시작됩니다. 성형 검사를 위한 디자인 받기! 성형 부품을 원하는 경우 디자인이 해당 프로세스에 대해 설명해야 합니다. CAD를 검토하고 부품이 성형용으로 설계되었는지 조기에 판단하거나 3D 인쇄 또는 CNC 가공과 같은 다른 옵션을 사용하도록 제안할 수 있습