

제조공정

산업 제조
<시간 />
외과용 봉합사는 상처나 절개부의 가장자리를 봉합하고 손상된 조직을 복구하는 데 사용됩니다. 다양한 용도에 적합한 다양한 특성을 가진 많은 종류의 봉합사가 있습니다. 봉합사는 흡수성 및 비흡수성의 두 가지 주요 그룹으로 나눌 수 있습니다. 흡수성 봉합사는 체내에서 분해됩니다. 상처나 상처가 아물면서 퇴화합니다. 비흡수성 봉합사는 그것을 녹이려는 신체의 시도에 저항합니다. 비흡수성 봉합사는 표면 절개가 치유된 후 외과의가 제거할 수 있습니다.
봉합사는 인공 재료와 천연 재료로 만들어집니다. 천연 봉합사에는 실크, 린넨, 캣거트 등이 있으며 이는 실제로 소나 양의 내장을 건조 처리한 것입니다. 합성 봉합사는 나일론이나 폴리에스터와 같은 다양한 직물로 만들어지며 외과용으로 특별히 제작되었습니다. 흡수성 합성 봉합사는 폴리글리콜산 또는 기타 글리콜라이드 폴리머로 만들어집니다. 대부분의 합성 봉합사 재료에는 Dexon 및 Vicryl과 같은 독점 이름이 있습니다. 수술용 봉합사에는 방수 소재인 고어텍스(Goretex)가 사용되었으며, 다른 봉합사는 얇은 금속선으로 만들어졌습니다.
봉합사는 또한 형태에 따라 분류됩니다. 일부는 모노필라멘트, 즉 하나의 실과 같은 구조로만 구성됩니다. 다른 것들은 함께 땋거나 꼬인 여러 개의 필라멘트로 구성됩니다. 외과의는 수술에 따라 사용할 봉합사 유형을 선택합니다. 모노필라멘트는 조직을 통해 원활하게 통과하는 낮은 조직 항력을 가지고 있습니다. 꼬이거나 꼬인 봉합사는 조직 저항이 더 높을 수 있지만 매듭이 더 쉽고 매듭 강도가 더 큽니다. 편조 봉합사는 일반적으로 조직 끌기를 개선하기 위해 코팅됩니다. 다른 봉합사는 압출된 재료의 매끄러운 슬리브 내에 꼬이거나 꼬인 코어를 가질 수 있습니다. 이들은 유사 모노필라멘트로 알려져 있습니다. 봉합사는 직경에 따라 분류할 수도 있습니다. 미국에서는 봉합사 직경을 10에서 1로 내림차순으로 표시한 다음 다시 1-0에서 12-0으로 내림차순으로 표시합니다. 9번 봉합사는 직경이 0.0012인치(0.03mm)인 반면 가장 작은 12-0번 봉합사는 사람의 머리카락보다 직경이 더 작습니다.
봉합사는 의료기기로 분류되기 때문에 봉합사 제조는 식품의약국(FDA)의 규제 통제 하에 있습니다. 업계를 위한 제조 지침 및 테스트는 메릴랜드 주 록빌에 위치한 United States Pharmacopeia라는 비영리 비정부 기관에서 제공합니다.
의사들은 적어도 4,000년 동안 봉합사를 사용해 왔습니다. 고대 이집트의 고고학 기록에 따르면 이집트인들은 상처를 치료하기 위해 아마포와 동물의 힘줄을 사용했습니다. 고대 인도에서는 의사들이 딱정벌레나 개미의 머리를 사용하여 상처를 효과적으로 봉합했습니다. 살아있는 생물은 상처의 가장자리에 부착되어 집게로 꽉 닫았습니다. 그런 다음 의사는 곤충의 몸을 잘라내고 턱은 제자리에 두었습니다. 고대에 의사들이 사용한 다른 천연 재료는 아마, 머리카락, 풀, 면화, 비단, 돼지털, 동물의 내장이었습니다.
봉합사 사용이 널리 보급되었지만 봉합된 상처나 절개 부위가 감염되는 경우가 많았습니다. 19세기 외과의사들은 감염된 봉합사로 인해 환자가 죽을 위험을 감수하기보다는 종종 끔찍한 과정인 상처를 소작하는 것을 선호했습니다. 위대한 영국 의사 Joseph Lister는 1860년대에 소독 기술을 발견하여 수술을 훨씬 더 안전하게 만들었습니다. Lister는 페놀에 담근 catgut 봉합사 재료를 최소한 외부에서 무균 상태로 만듭니다. Lister는 10년 넘게 catgut을 실험하면서 유연하고 강하며 살균이 가능하고 적절한 비율로 체내에서 흡수될 수 있는 물질을 찾았습니다. 20세기 초 독일의 한 외과의사는 장을 처리하는 기술을 발전시켜 진정으로 살균된 재료를 만들었습니다.
Catgut은 1930년대까지 주요 흡수성 봉합사 재료였으며 의사는 비흡수성 재료가 필요한 경우 실크와 면을 사용했습니다. 봉합 기술은 1938년 나일론과 같은 시기에 폴리에스터를 만들면서 발전했습니다. 봉합사 사용을 위해 인조 섬유가 더 많이 개발되고 특허를 받으면서 바늘 기술도 발전했습니다. 외과의사는 봉합사에 압착되거나 압착된 무외상성 바늘을 사용하기 시작했습니다. 이것은 수술실에서 바늘에 실을 꿰는 수고를 덜어주었고 전체 바늘 직경이 봉합사 자체와 거의 같은 크기를 유지하도록 했습니다. 1960년대에 화학자들은 신체에 흡수될 수 있는 새로운 합성 물질을 개발했습니다. 이들은 폴리글리콜산과 폴리락트산이었습니다. 이전에는 흡수성 봉합사를 천연 소재 catgut로 만들어야 했습니다. 합성 흡수성 봉합사 재료는 이제 미국 병원에서 catgut보다 훨씬 더 널리 퍼져 있습니다.
FDA는 1970년대에 새로운 봉합사 재료의 승인을 요구하기 시작했습니다. 1976년 의료 기기 수정안이 FDA에 추가되었으며 봉합사 제조업체는 그 이후로 새로운 봉합사에 대해 시판 전 승인을 받아야 했습니다. 제조업체는 특정 Good Manufacturing Practices를 준수하고 제품이 안전하고 효과적임을 보장해야 합니다. 새로운 봉합재에 대한 특허는 14년 동안 부여됩니다.
자연 봉합사는 catgut 또는 재구성된 콜라겐 또는 면, 실크 또는 린넨으로 만들어집니다. 합성 흡수성 봉합사는 글리콜리드-락타이드 공중합체인 폴리글리콜산으로 만들 수 있습니다. 또는 폴리디옥사논, 글리콜리드와 트리메틸렌 카보네이트의 공중합체. 이러한 다양한 폴리머는 특정 상품명으로 판매됩니다. 합성 비흡수성 봉합사는 폴리프로필렌, 폴리에스테르, 폴리에틸렌 테레프탈레이트, 폴리부틸렌 테레프탈레이트, 폴리아미드, 다른 독점 나일론 또는 Goretex로 만들 수 있습니다. 일부 봉합사는 또한 스테인리스 스틸로 만들어집니다.
봉합사는 종종 코팅되며, 특히 꼰 봉합사 또는 꼬인 봉합사입니다. 수술 중 쉽게 볼 수 있도록 염색할 수도 있습니다. FDA 승인 염료 및 코팅만 사용할 수 있습니다. 일부 허용되는 염료는 다음과 같습니다. 로그우드 추출물, 크롬-코발트-알루미늄 산화물, 구연산 제2철 암모늄 피로갈롤, D&C Blue No. 9, D&C Blue No. 6, D&C Green No. 5 및 D&C Green No. 6. 사용되는 코팅은 다음에 따라 다릅니다. 봉합사가 흡수성인지 비흡수성인지 여부. 흡수성 코팅에는 Poloxamer 188 및 글리콜리드-락티드 공중합체가 포함된 스테아르산칼슘이 포함됩니다. 비흡수성 봉합사는 왁스, 실리콘, 플루오로카본 또는 폴리테트라메틸렌 아디페이트로 코팅될 수 있습니다.
봉합사 바늘은 스테인리스 또는 탄소강으로 만들어집니다. 바늘은 니켈 도금 또는 전기 도금될 수 있습니다. 포장재에는 알루미늄 호일과 같은 방수 호일과 판지 및 플라스틱이 포함됩니다.
봉합사는 다양한 요구 사항을 충족하도록 설계되었습니다. 예를 들어, 복부 수술을 위한 봉합사는 백내장 수술에 사용되는 봉합사와 다릅니다. 모든 수술에 이상적인 봉합사는 없기 때문에 외과 의사와 의료 디자이너는 다양한 품질의 봉합사를 생각해 냈습니다. 하나는 흡수가 더 잘되지만 덜 유연할 수 있고, 다른 하나는 매우 강하지만 매듭하기가 다소 어려울 수 있습니다. 이것은 외과의에게 많은 선택권을 줍니다. 새로운 봉합사의 설계자는 많은 요인을 고려해야 합니다. 봉합사의 분해 속도는 봉합사의 길이뿐만 아니라 매듭에서도 중요합니다. 일부 봉합사는 신축성이 있어야 늘어나서 부러지지 않습니다. 다른 사람들은 꽉 잡아야 합니다. 봉합사 제조업체는 특수 설계된 기계를 사용하여 봉합사를 테스트하고 연구합니다. 새로운 디자인의 봉합사도 다양한 용액에 담그고 동물 실험을 하는 등의 화학적 테스트를 거칩니다.
외과용 봉합사의 제조는 봉합사의 제조와 크게 다르지 않다. 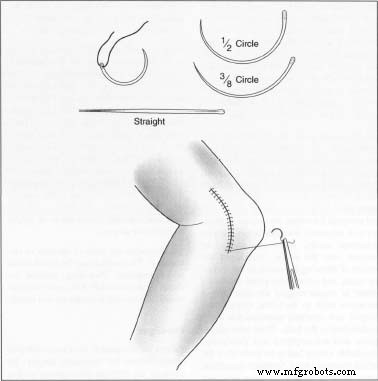 봉합하는 사람의 예. 기타 합성 섬유. 원료가 중합되고 폴리머가 섬유로 압출됩니다. 섬유는 의류 산업을 위한 폴리에스터 실을 생산하는 공장에서 볼 수 있는 것과 유사한 기계에서 늘어나거나 땋아집니다. 제조 공정은 일반적으로 봉합사 직물을 생산하는 공장, 바늘을 생산하는 공장, 그리고 봉합사에 바늘을 부착하고 포장하고 살균하는 마무리 공장이라고 하는 세 번째 공장의 세 곳에서 발생합니다.
봉합하는 사람의 예. 기타 합성 섬유. 원료가 중합되고 폴리머가 섬유로 압출됩니다. 섬유는 의류 산업을 위한 폴리에스터 실을 생산하는 공장에서 볼 수 있는 것과 유사한 기계에서 늘어나거나 땋아집니다. 제조 공정은 일반적으로 봉합사 직물을 생산하는 공장, 바늘을 생산하는 공장, 그리고 봉합사에 바늘을 부착하고 포장하고 살균하는 마무리 공장이라고 하는 세 번째 공장의 세 곳에서 발생합니다.
봉합사는 의료기기로서 엄격한 품질관리를 받습니다. 제조 공장에 도착하는 모든 원자재는 원래의 상태인지 확인하기 위해 테스트를 거칩니다. 봉합사의 각 배치는 직경 및 강도와 같은 다양한 물리적 특성에 대해 주요 제조 단계 후에 테스트됩니다. 봉합사 산업은 매듭 안정성 및 조직 끌기와 같은 특수 봉합사 특성을 테스트하기 위한 일련의 정교한 도구를 개발했습니다. 봉합사의 직경, 길이 및 강도에 대한 테스트도 마무리 공장에서 수행됩니다. 마무리 공장은 또한 바늘이 봉합사에 얼마나 잘 부착되어 있는지 테스트해야 합니다. 봉합사 품질 관리에 대한 지침은 독립 조직인 미국 약전(United States Pharmacopeia)에서 규정합니다.
특정 외과적 요구에 더 잘 대응하기 위해 새로운 봉합사가 항상 개발되고 있습니다. 봉합사를 교체하지는 않지만 과학자들은 상처 봉합의 대체 방법도 고안했습니다. 최초의 수술용 스테이플러는 1908년에 발명되었지만 스테이플러 기술은 1990년대에 상당히 발전했습니다. 정밀 기계는 사람의 머리카락 4개만큼 얇은 흡수성 스테이플을 피부 최상층 아래에 배치하여 흉터를 최소화하면서 절개를 확보할 수 있습니다. 2000년 미국에서 환자에게 처음으로 테스트된 관련 장치는 수술용 지퍼입니다. 외과의는 직선 절개 부위에 지퍼를 놓고 상처를 닫을 수 있으므로 봉합할 필요가 없습니다. 상처가 치유된 후 환자는 샤워실에서 지퍼를 씻어낼 수 있습니다. 여전히 진화하고 있는 또 다른 외과적 봉합 방법은 외과용 접착제입니다. 마취 없이 상처를 봉합해야 하는 경우 외과용 접착제가 봉합사보다 덜 고통스럽습니다. 접착제는 경우에 따라 흉터를 덜 남기고 수술 후 관리가 더 쉽습니다.
Mukherjee, D.P. "봉합사." 고분자:생체 재료 및 의료 응용 분야. 뉴욕:John Wiley &Sons, 1989.
Planck, H., M. Dauner 및 M. Renardy, eds. 이식용 의료 섬유. 베를린:Springer-Verlag, 1990.
"Dermabond 'Super Glue'는 엇갈린 평가를 받았습니다." 피부과 타임즈 (1999년 10월):1.
Mraz, Stephen J. "개미의 턱에서 흡수 가능한 스테이플까지." 기계 설계 (1995년 1월 12일):70ff.
"집잇이 두다." 간호 (2000년 5월):62.
안젤라 우드워드
제조공정
투명한 플라스틱 부품을 내부에서 본 모습 최근 몇 년 동안 많은 제품이 플라스틱 부품을 통해 상호 작용을 개선하고, 내부를 과시하고, 조명 효과를 표시하거나, 스타일리시하게 고유한 이점을 얻었습니다. 어떤 경우에는 광학적 선명도 또는 올바른 모양을 얻는 데 드는 비용이 거의 들지 않지만 대부분의 제품에서는 초기 개발 렌더링에 표시된 비전을 투명 플라스틱 요소에 캡처하는 데 필요한 작업에 대해 훨씬 덜 생각합니다. 제품 개발 팀과의 사전 논의 및 계획은 기대치를 집중시키는 데 도움이 될 수 있으며 합리적인 비용으로 의도한 목표를
배경 외과용 봉합사는 상처나 절개부의 가장자리를 봉합하고 손상된 조직을 복구하는 데 사용됩니다. 다양한 용도에 적합한 다양한 특성을 가진 많은 종류의 봉합사가 있습니다. 봉합사는 흡수성 및 비흡수성의 두 가지 주요 그룹으로 나눌 수 있습니다. 흡수성 봉합사는 체내에서 분해됩니다. 상처나 상처가 아물면서 퇴화합니다. 비흡수성 봉합사는 그것을 녹이려는 신체의 시도에 저항합니다. 비흡수성 봉합사는 표면 절개가 치유된 후 외과의가 제거할 수 있습니다. 봉합사는 인공 재료와 천연 재료로 만들어집니다. 천연 봉합사에는 실크, 린넨,