

제조공정

산업 제조
<시간 />
말굽은 딱딱하거나 거친 표면에서 말의 발굽이 마모되는 것을 방지합니다. 또한 말의 보행을 개선하고 말의 형태(말이 서 있는 방식)를 돕고 간섭 문제(발굽이나 다리가 서로 충돌할 때)를 제어하도록 설계되었습니다. 예를 들어, 발굽이 보폭 안쪽으로 날아가는 윙 인(winging in) 상태는 스퀘어 토 슈즈로 교정할 수 있습니다.
말굽은 U 자형 금속판으로 알루미늄도 사용되지만 일반적으로 강철로 만들어집니다. 알루미늄 신발은 강철보다 비쌉니다. 플라스틱으로 코팅된 금속 신발과 전체 플라스틱 말굽도 있습니다. 투피스 신발은 분리 가능한 플라스틱 인서트가 있는 강철로 만들어집니다. 놀이기구에 사용되는 만능 철제 신발은 예전에 나무 통에 들어 있었기 때문에 통 신발로 알려져 있습니다. 발굽이 매우 촘촘하고 신경이 없기 때문에 못으로 신발을 부착할 수 있습니다. 말을 만드는 비용은 신발의 종류와 재료에 따라 $80-$280입니다.
말의 품종과 기능에 따라 약 15가지 유형의 말굽이 있습니다. 일부 품종은 뒤쪽보다 앞발굽에 다른 신발을 사용합니다. 일부 신발에는 견인 장치가 있어 말이 지면을 더 잘 잡을 수 있습니다. 순종 경주마는 전면에 알루미늄으로 만든 경주용 판으로 알려진 것을 사용합니다. 뒷발의 경우 마모 및 내마모성을 향상시키는 데 도움이 되도록 강철로 내장된 코크 또는 코크라고 하는 알루미늄 신발이 사용됩니다. 일부 알루미늄 신발은 건강한 야생마의 발굽을 닮기 위해 더 정사각형입니다.
Standardbred 경주마는 앞쪽에 반원형 섹션 또는 스웨이지(swage)라고 하는 홈이 있는 섹션으로 설계된 경량 강철 신발을 사용합니다. 때때로 이 두 가지의 조합이 사용됩니다. 뒷면에는 스틸을 사용하고 있습니다. 말이 트로터인지 페이서인지에 따라 다른 신발이 사용됩니다. 사냥이나 점프에 사용되는 말은 통과 비슷하지만 약간 더 넓은 신발을 사용합니다. 때때로 쇼 전에 신발에 나사로 고정하는 스터드(클리트와 같은)라고 하는 견인 장치가 사용됩니다. 드래프트 말은 대부분의 다른 품종보다 훨씬 무겁고 크기 때문에 더 두꺼운 신발을 사용합니다. 특별한 걸음걸이가 있는 안장견은 앞발 너비가 2.54cm(1인치)이고 다른 곳의 너비가 1.3cm(0.5인치)인 발가락 무게 신발을 사용합니다.
말은 자동차가 발명되기 전까지 미국의 주요 교통 수단이었습니다. 말 인구는 1910-1960년 사이에 자동차로 대체되면서 감소했습니다. 그러나 1960년대 초 경마와 승마가 여가 수단으로 대중화되면서 인구가 증가했습니다. 지난 10여 년 동안 말 개체군은 비교적 안정적으로 유지되었습니다. 다른 형태의 도박으로 인한 경마의 감소는 승마와 경마의 인기가 높아짐에 따라 상쇄되었습니다.
말굽을 단조하고 부착하는 과정은 중세 시대에 중요한 공예품이 되었으며 야금술의 발전에 중요한 역할을 했습니다. 대장장이(철은 블랙메탈이라고 불림)는 페리에리(철을 뜻하는 라틴어 ferrum에서 유래) 를 통해 일상 생활에서 사용되는 대부분의 쇠 물건을 만들었습니다. 또는 말굽이 가장 빈번한 직업이었습니다. 선원의 장비는 용광로 또는 단조, 모루(강철 또는 철로 된 무거운 블록), 집게 및 망치로 구성됩니다. 먼저 말발굽의 밑창과 가장자리를 청소하고 갈고리와 칼로 모양을 만듭니다. 말굽을 단조로 가열하여 망치로 발굽에 맞게 모양을 만들고 물에 담궈 식힌 다음 못으로 발굽에 붙입니다.
기계가 대장장이의 일을 대신하고 말이 농업과 운송에 사용되지 않게 되면서 수의사의 필요성이 줄어들었습니다. 편자 디자인의 개선은 또한 수선사에게 필요한 단조 작업의 양을 줄였습니다.
A-36으로 지정된 저탄소 연강은 가장 인기 있는 유형의 말굽에 사용됩니다. 강철은 만들 신발 유형에 따라 직경이 0.5-0.7인치(1.27-1.8cm)인 둥근 막대 형태로 제공됩니다. 그런 다음 이 막대를 신발 유형에 따라 다양한 길이로 자릅니다.
말굽은 말의 품종에 따라 디자인되며 크기, 모양 및 두께가 다양합니다. 대부분이 대량 생산되기 때문에 이러한 디자인은 표준이며 원하는 치수 및 모양과 일치하는 2파트 다이를 사용하여 만들어집니다. 새 다이는 마모된 경우에만 필요합니다. 몇몇 경우에, 맞춤 디자인된 신발은 여전히 여러 회사에서 수작업으로 만들어집니다. 일부 수의사들은 또한 절름발이 또는 병든 말을 위해 말굽을 맞춤 제작합니다. 이 말굽은 일반적으로 U자 대신 하트 모양입니다.
가장 오래된 금속 성형 방법 중 하나인 단조는 편자에 사용되는 주요 공정입니다. 이 공정은 망치, 프레스 또는 롤러로 금속을 변형시켜 금속을 성형합니다. 스미스 단조는 가열 된 금속을 망치로 두드려 부품을 만드는 것으로 구성됩니다. 대장장이(장인)가 편자 위에서 하는 친숙한 단조 공정입니다. 해머 단조는 단순히 동일한 것의 더 크고 더 많은 기계 생산 버전입니다.
원자재는 지정된 화학 사양을 충족해야 하며, 이는 선적 전에 원자재 공급업체의 테스트를 통해 확인됩니다. 녹을 방지하기 위해 둥근 막대는 방수포 아래에 보관됩니다. 단조 중에 작업자는 마모 및 기타 결함에 대해 육안으로 다이를 지속적으로 확인합니다. 신발의 치수 허용 오차(너비 및 두께)는 1/16인치 이내여야 합니다. 못 구멍이 올바른 위치에 있는지 확인해야 합니다. 구멍에 균열이 있는지 모니터링됩니다. 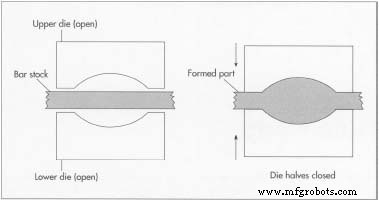 개방형 단조는 말굽을 제조하는 가장 일반적인 방법입니다. 누락된 구멍이 발생합니다. 트리밍 작업 중에 프레스에서 버를 유발할 수 있는 균열도 모니터링됩니다.
개방형 단조는 말굽을 제조하는 가장 일반적인 방법입니다. 누락된 구멍이 발생합니다. 트리밍 작업 중에 프레스에서 버를 유발할 수 있는 균열도 모니터링됩니다.
신발에서 트리밍된 플래시 또는 여분의 재료는 수집되어 재용해 및 재압연을 위해 스크랩 야드로 다시 보내집니다. 결함이 있는 편자도 재처리되어 재사용됩니다.
스틸 신발은 장기적으로 가장 인기 있는 신발로 남을 것으로 예상됩니다. 따라서 기본 제조 공정은 크게 변하지 않을 것입니다. 단조 프레스는 사용되는 힘의 양과 시기에 대한 프로그래밍 가능한 제어로 더욱 자동화되고 있습니다. 말굽 디자인은 특정 시장에 맞게 계속 수정될 것입니다.
미국의 특정 지역은 감소할 것이지만 말 개체수는 향후 몇 년 동안 비교적 안정적으로 유지될 것으로 예상됩니다. 예를 들어, 뉴저지와 같은 주에서는 부동산 가격이 너무 높아져서 더 이상 말을 키울 만큼 충분한 땅을 살 여유가 없습니다. 미시간에서는 경마장이 개발되고 도박꾼이 선호하는 경마장을 카지노로 대체함에 따라 1984년에서 1997년 사이에 말 인구가 거의 20% 감소했습니다.
제조공정
베네치아 중거리 주자 Miro Buroni는 역사적 분석을 위한 이탈리아 스포츠웨어 및 신발 제조 Diadora(이탈리아 베네토)와 CRP Technology(이탈리아 모데나)의 지원을 받아 맞춤형 운동화(또는 스파이크 신발)인 Pleko를 만들고 개발했습니다. Windform 을 사용하여 밑창, 중창 및 골판 제조 SP 탄소 섬유 충전 복합 재료 및 PBF(Powder Bed fusion) 선택적 레이저 소결 공정 무좀의 3D 스캔과 3D 발 스캔을 통한 달리기 및 발의 동작에 대한 생체 역학 분석을 통해 회사는 발 구조 및 운
작성자:Izzy de la Guardia, 애플리케이션 엔지니어, Fast Radius 이 기사는 원래 nTopology의 블로그에 실렸습니다. Fast Radius의 애플리케이션 엔지니어로서 저는 소비재에서 항공우주에 이르기까지 다양한 산업 분야의 고객과 협력하여 생산 등급 적층 제조를 수용하고자 합니다. 3D 프린팅은 기존의 제조 공정을 통해 이전에는 달성할 수 없었던 복잡한 구조의 생산을 가능하게 했습니다. nTop은 이러한 발전을 따라갈 수 있는 CAD 소프트웨어의 새로운 시대를 개척하여 설계자가 믿을 수 없을 정도로