

제조공정

산업 제조
<시간 />
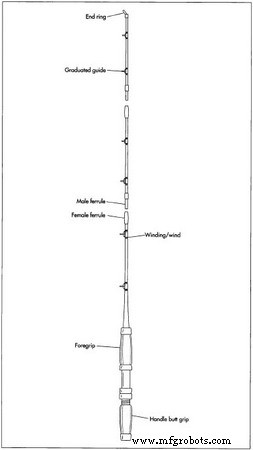
낚싯대는 가이드를 사용하여 옆에 줄을 잡고 긴 막대로 구성된 스포츠 낚시에 사용되는 장치입니다. 일반적으로 줄은 낚시꾼이 캐스팅하는 동안 줄을 잡고 빼기 위해 회전하는 릴에 보관됩니다. 줄의 느슨한 끝 부분에는 살아있는 벌레와 곤충 또는 인공 미끼뿐만 아니라 미끼를 물에서 적절한 수준으로 유지하는 찌(또는 부유물)와 싱커와 같은 미끼를 고정하는 고리가 있습니다.
인간이 식량을 모으기 시작한 이래로 수중 생물은 가능한 영양 공급원으로 여겨져 왔으며, 간단한 방법으로 충분한 수의 물고기를 잡을 수 있도록 여러 가지 방법이 고안되었습니다. 갈대로 짜서 개울에 놓는 댐인 그물과 둑은 둘 다 많은 물고기를 모으는 데 사용되었으며 먹을 수 있는 물고기와 바람직하지 않은 물고기로 분류될 수 있었습니다.
가장 초기의 막대는 나무, 뼈 또는 돌로 만들어졌으며 협곡이라고 불렸습니다. 이 협곡은 길이가 약 2.54cm에 불과했으며 양쪽 끝이 뾰족했습니다. 곧 금속으로 만들어진 이 협곡에 미끼와 줄을 붙였습니다. 어부는 보트에서 낚시를 하기 위해 협곡을 사용할 것입니다. 얼마 지나지 않아 더 긴 낚싯대가 사용되기 시작했습니다. 처음에는 길이가 약 0.9미터에 불과한 단순한 나뭇가지뿐이었습니다. 그러면 낚시꾼들은 해안에서 쉽게 낚시를 할 수 있었습니다. 낚시 사진은 고대 이집트에서 기원전 2000년경 <작은> 스포츠로 인정받았음을 보여줍니다. 기원전 4세기경 <작은> 중국 문헌. 실크 라인, 바늘을 갈고리로, 쌀을 미끼로 사용하는 대나무 막대를 묘사합니다.
고대 그리스와 로마에서는 낚싯대로 낚시하는 것이 이미 일반적인 활동이었습니다. 호머 시대 또는 기원전 900년경 <작은> , 그리고 플라톤 시대, 즉 기원전 400년경 <작은> , 가시 갈고리, 막대 및 줄로 낚시하는 것으로 알려져 있습니다. 선은 말총이나 가늘게 짠 아마로 만들어졌습니다. 막대는 Arundo donax, 지중해 지역이 원산지인 식물로 유럽에서 가장 큰 갈대입니다. 길이 6.1-9.1m까지 자라며 매듭이 있습니다. 페룰라(ferula)로 알려진 식물이 더 작은 막대의 근원이 되었을 수 있지만 산수유(cornel wood), 가느다란 견목 또는 주니퍼도 사용되었을 수 있습니다. 막대는 끈으로 부품을 함께 묶거나 오늘날 페룰로 알려진 작은 금속 조각을 사용하여 연결되었습니다. 청동 갈고리가 묶여 있지 않았습니다. 오히려, 고리의 상단은 물고기가 줄을 물지 않도록 하기 위해 칼집의 줄 위로 확장되었습니다. 때로는 깊이를 확보하기 위해 갈고리에 납 조각을 부착하기도 했지만, 어떤 종류의 물고기가 수면 위의 파리를 잡아먹는다는 사실을 알게 되면서 플라이 낚시가 빠르게 발전했습니다. 플라이 낚시에 사용되는 미끼는 수탉의 깃털이 달린 붉은 양털 조각이었습니다. 깃털은 아마도 물고기에게 왁스 같은 색으로 나타나서 파리의 날개를 닮았고 미끼가 물에 뜨는 데 도움이 되었습니다. 낚시꾼에게는 달리는 태클이 없었습니다. 그들은 힘을 사용하여 줄을 당겨야 했습니다.
낚시는 그리스와 로마 학자들의 상상력을 사로잡았습니다. Plutarch는 좋은 막대는 가늘고 탄력이 있어야 한다고 썼습니다. 무거운 막대는 그림자를 드리우고 물고기를 놀라게 하기 때문입니다. 선은 옹이가 있거나 조잡하지 않아야 하며, 물의 색과 일치하도록 흰색이어야 한다. Dionysius는 낚시꾼이 낚시대 두 개, 갈고리 4개, 조수가 좋은 미끼를 사용한다면 그물보다 더 많은 물고기를 잡을 수 있다고 썼습니다.
낚싯대는 천년 이상 동안 약간만 바뀌었습니다. 1496년 영국에서 Dame Juliana Berners라는 수녀가 The Treatyse of Fysshynge wyth an Angle을 썼습니다. 이 책은 오늘날에도 일부 사용되는 인공 파리와 말총으로 만든 줄이 18~22피트(5.5~6.7m)인 막대에 대해 설명했습니다.
17세기 중엽에 낚싯대는 끝에 철사 고리나 고리를 추가하여 크게 개선되었습니다. 이렇게 하면 라인이 쉽게 빠져나가고 당겨질 수 있습니다. 최소 26야드(23.8m) 길이의 줄이 1667년에 언급되었습니다. 이러한 긴 줄은 릴의 개발로 이어졌습니다. 첫 번째 릴은 어부의 엄지에 맞는 금속 링이 달린 나무 스풀이었습니다. 1770년까지 길이와 릴을 따라 가이드가 있는 낚싯대가 일반적으로 사용되었습니다.
이 기간 동안 낚싯대는 무거운 유럽 목재를 신대륙의 랜스-우드 및 그린하트와 같은 단단하고 탄력 있는 목재로 교체하여 개선되었습니다. 동양의 대나무도 사용되었습니다. 19세기 후반에 이르러 육각형 낚싯대는 6개의 삼각형 모양의 대나무를 적층하여 만들었습니다. 동시에 릴도 크게 향상되었습니다. 말머리 라인은 산화된 아마인유로 코팅된 실크로 대체되었습니다.
20세기 동안 낚싯대는 강도를 잃지 않으면서 더 짧고 가벼워졌습니다. 대나무는 유리 섬유 또는 탄소 섬유로 대체되었습니다. 나일론은 제2차 세계 대전 이후 낚싯줄에 사용되는 지배적인 재료가 되었고 플라스틱은 인공 파리를 만드는 데 사용되었습니다. 낚시는 20세기 후반에 점점 더 인기 있는 스포츠가 되었습니다. 1959년의 2천만 개에 비해 1992년에 미국에서 3천만 개의 낚시 면허가 판매되었습니다.
일부 낚싯대는 여전히 대나무로 만들어지지만 대부분의 현대적인 낚싯대는 유리 섬유 또는 탄소 섬유로 만들어집니다. 로드 부분을 함께 고정하는 페룰은 금속 또는 유리 섬유로 만들어집니다. 낚싯대의 그립은 일반적으로 코르크로 만들어 지지만 때로는 플라스틱, 나무 또는 천으로 만들어집니다. 릴 시트는 알루미늄 또는 기타 금속 또는 플라스틱으로 만들어집니다. 가이드는 크롬 도금 황동 또는 텅스텐 카바이드와 양은이라는 합금으로 만들어집니다.
낚싯대는 블랭크로 알려진 관형 섹션과 여기에 부착된 다양한 작은 구성요소로 구성됩니다. 블랭크는 때때로 대나무로 만들어지지만 대부분의 블랭크는 유리 섬유 또는 탄소 섬유와 같은 강하고 유연한 섬유로 만들어집니다.
 전형적인 낚싯대. 혼합물을 용광로에서 액체로 녹여 용융 유리를 형성합니다. 그런 다음 용융 유리는 방사 돌기로 알려진 수많은 작은 구멍이 있는 강철 장치를 통해 강제로 통과됩니다. 떠오르는 유리는 섬유로 냉각되어 실로 방적됩니다. 그런 다음 원사는 시트로 짜여집니다.
전형적인 낚싯대. 혼합물을 용광로에서 액체로 녹여 용융 유리를 형성합니다. 그런 다음 용융 유리는 방사 돌기로 알려진 수많은 작은 구멍이 있는 강철 장치를 통해 강제로 통과됩니다. 떠오르는 유리는 섬유로 냉각되어 실로 방적됩니다. 그런 다음 원사는 시트로 짜여집니다.
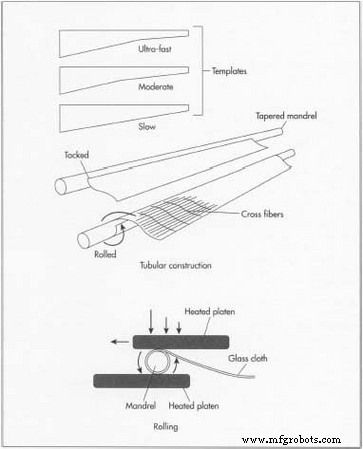 현대의 낚싯대는 유리 섬유 또는 탄소 섬유 시트를 사용하여 만들어집니다. 액체 플라스틱 수지로 코팅된 시트는 맨드릴이라는 강철 막대의 한쪽 끝에 부착됩니다. 맨드릴은 섬유 층이 맨드릴 주위를 감쌀 때 압력을 가하는 플래튼으로 알려진 두 개의 가열된 금속 롤러 사이에서 굴러갑니다. 포장된 맨드릴이 가열되어 수지가 경화됩니다. 다음으로, 가압된 램이 경화된 섬유 블랭크에서 맨드릴을 제거합니다. 블랭크는 여분의 수지를 제거하고 매끄러운 표면을 제공하기 위해 가볍게 샌딩됩니다. 그런 다음 다양한 보호 재료 층으로 코팅됩니다. 블랭크는 각 코팅 사이에 버프 처리되어 매끄러운 마무리를 제공합니다.
현대의 낚싯대는 유리 섬유 또는 탄소 섬유 시트를 사용하여 만들어집니다. 액체 플라스틱 수지로 코팅된 시트는 맨드릴이라는 강철 막대의 한쪽 끝에 부착됩니다. 맨드릴은 섬유 층이 맨드릴 주위를 감쌀 때 압력을 가하는 플래튼으로 알려진 두 개의 가열된 금속 롤러 사이에서 굴러갑니다. 포장된 맨드릴이 가열되어 수지가 경화됩니다. 다음으로, 가압된 램이 경화된 섬유 블랭크에서 맨드릴을 제거합니다. 블랭크는 여분의 수지를 제거하고 매끄러운 표면을 제공하기 위해 가볍게 샌딩됩니다. 그런 다음 다양한 보호 재료 층으로 코팅됩니다. 블랭크는 각 코팅 사이에 버프 처리되어 매끄러운 마무리를 제공합니다.
낚싯대 테스트는 새로운 디자인이 개발된 직후 시작됩니다. 신제품의 시제품이 제작되어 다양한 야외 조건에서 물고기를 잡는 데 사용됩니다. 디자인은 필요에 따라 변경되며 새로운 디자인이 원하는 목표를 달성할 때까지 프로세스가 반복됩니다.
블랭크를 제조하는 동안 맨드릴을 감쌀 때 섬유 시트에 가해지는 압력은 균일해야 합니다. 그렇지 않으면 로드가 고르지 않게 됩니다. 블랭크에 적용되는 보호 마감은 고르고 너무 두껍지 않아야 합니다. 그렇지 않으면 로드가 제대로 작동하지 않습니다.
조립 과정에서 모든 부품이 올바르게 맞춰져야 합니다. 페룰은 올바르게 정렬되어야 하며 낚싯대가 너무 헐거워지지 않고 쉽게 조립될 수 있도록 적절한 치수를 가져야 합니다. 가이드는 정확한 거리만큼 떨어져 있어야 합니다. 너무 멀리 떨어져 있으면 선이 처집니다. 너무 가까우면 선이 부드럽게 움직이지 않습니다.
낚싯대 제조업체는 소비자가 더 멀리, 더 정확하게 낚싯줄을 던질 수 있도록 하는 신제품을 지속적으로 개발하고 있습니다. 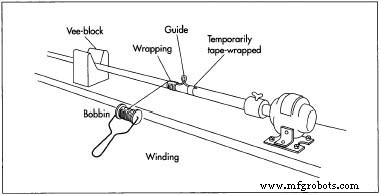 대부분의 낚싯대는 2~3개의 블랭크로 구성되어 있어 보관 및 보관이 용이하도록 낚싯대를 분해할 수 있습니다. 교통. 일반적으로 블랭크는 페룰로 알려진 커넥터와 함께 부착됩니다. 페룰은 금속 또는 유리 섬유로 만들어지며 강력한 시멘트로 블랭크의 끝 부분에 부착됩니다. 가이드는 낚싯대의 길이를 따라 부착되는 작은 링으로 캐스팅 시 줄을 제어합니다. 가이드는 강철 또는 크롬 도금 황동의 와이어를 절단하고 구부려서 만듭니다. 나일론 실로 가이드 베이스를 감아 제자리에 고정합니다. 그런 다음 상처 실을 래커 또는 바니시로 코팅합니다. 앞으로도 이러한 추세가 계속될 것으로 보입니다. 낚싯대는 특정 무게의 물고기를 잡도록 설계된 각 낚싯대와 함께 점점 더 전문화될 것입니다.
대부분의 낚싯대는 2~3개의 블랭크로 구성되어 있어 보관 및 보관이 용이하도록 낚싯대를 분해할 수 있습니다. 교통. 일반적으로 블랭크는 페룰로 알려진 커넥터와 함께 부착됩니다. 페룰은 금속 또는 유리 섬유로 만들어지며 강력한 시멘트로 블랭크의 끝 부분에 부착됩니다. 가이드는 낚싯대의 길이를 따라 부착되는 작은 링으로 캐스팅 시 줄을 제어합니다. 가이드는 강철 또는 크롬 도금 황동의 와이어를 절단하고 구부려서 만듭니다. 나일론 실로 가이드 베이스를 감아 제자리에 고정합니다. 그런 다음 상처 실을 래커 또는 바니시로 코팅합니다. 앞으로도 이러한 추세가 계속될 것으로 보입니다. 낚싯대는 특정 무게의 물고기를 잡도록 설계된 각 낚싯대와 함께 점점 더 전문화될 것입니다.
최근의 발전은 낚싯대가 가까운 장래에 매우 다를 수 있음을 시사합니다. Daiwa에서 제조한 Interline 낚싯대는 가이드가 없습니다. 대신, 선은 막대의 중심을 통과하여 끝에서 나옵니다. 이 혁신적인 디자인은 끊어진 가이드와 가이드에 얽힌 선의 일반적인 문제를 방지합니다.
제조공정
연혁 인류 문명은 오랫동안 금속을 교환의 매개체로 사용해 왔습니다. 금속은 오래 지속되는 특성 외에도 쉽게 녹고 주조됩니다. 기원전 1000년 , 중국인은 지불을 나타내는 일종의 금속 토큰을 사용했습니다. 이 유물은 굴착 도구와 현대의 Yale 사주와 유사하기 때문에 스페이드 및 열쇠 돈으로 분류되었습니다. 두 유형 모두 교단을 가지고 있으며 주형에서 주조되었습니다. 고대 이집트인들은 주화를 주조하지 않았지만 금 추와 반지를 사용하여 제품과 서비스를 거래했습니다. 서양 주화에 대한 최초의 기록은 기원전 700년 때까지
배경 휴대용 조명의 초기 형태 중 하나인 양초는 거의 모든 사회에서 양초 또는 양초와 같은 물체의 발견을 통해 연대기적으로 기록된 사실을 통해 역사적으로 인류에게 중요한 기능을 제공했습니다. 역사가들은 원래의 양초가 마른 나뭇가지를 동물성 지방에 담가 천천히 연소되고 신뢰할 수 있는 광원을 생성한 원시인에 의해 발명되었을 수 있다고 믿습니다. 고대 이집트인의 부조에는 해가 진 후에 잘 일했던 작가와 철학자들이 양초를 사용하는 모습이 묘사되어 있습니다. 이 초기 양초는 왁스나 수지(비누, 마가린, 윤활유를 만드는 데 사용되기도 하