

CNC 기계

산업 제조
나는 최근 한 독자로부터 서브프로그램 사용에 관한 기사를 게시해 달라는 요청을 받았습니다. 이것은 매우 간단한 주제이지만, 모든 사람이 서브프로그램과 서브루틴의 사용에 익숙하지 않다는 것을 깨달았습니다. 그래서 제 의견을 제공하지 않으시겠습니까? 또한 Hurco의 대화식 NC 병합 기능을 사용하는 방법에 대해서도 설명하겠습니다… 매우 간단하고 매우 유용합니다!
모르는 사람들을 위해, 서브 프로그램은 메인 프로그램 내에서 호출할 수 있는 별도의 독립 프로그램이며 기능 반복, 여러 다른 위치에서 동일한 프로그램 실행 또는 기본적으로 의미가 있을 때마다 자주 사용됩니다. 실행에 옮길 필요가 있을 때마다 실행할 수 있는 "미리 준비된" 프로그램을 준비하십시오.
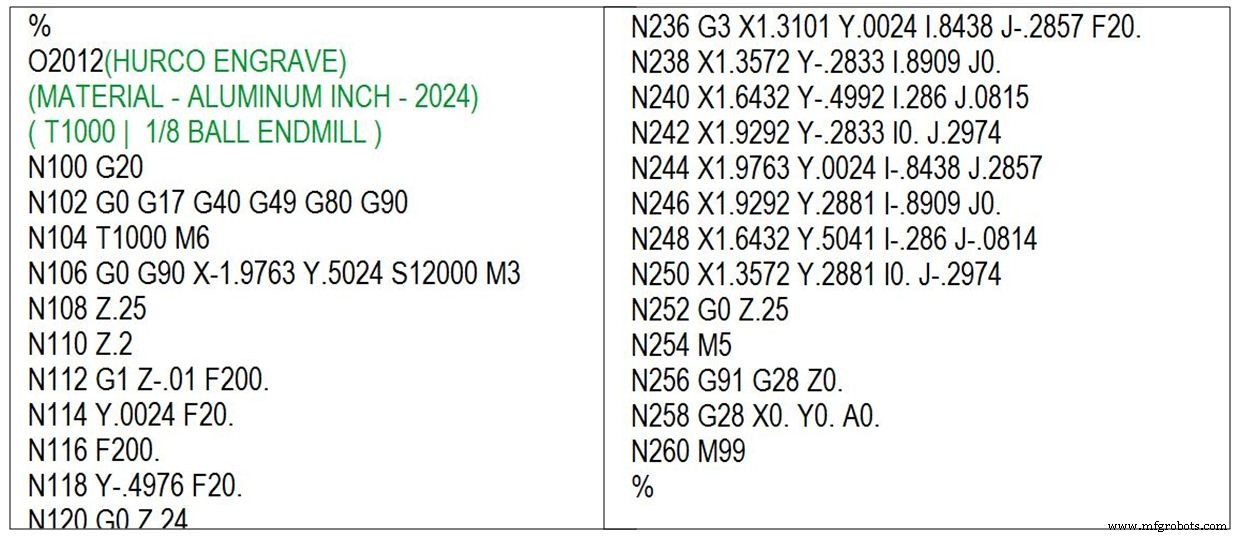
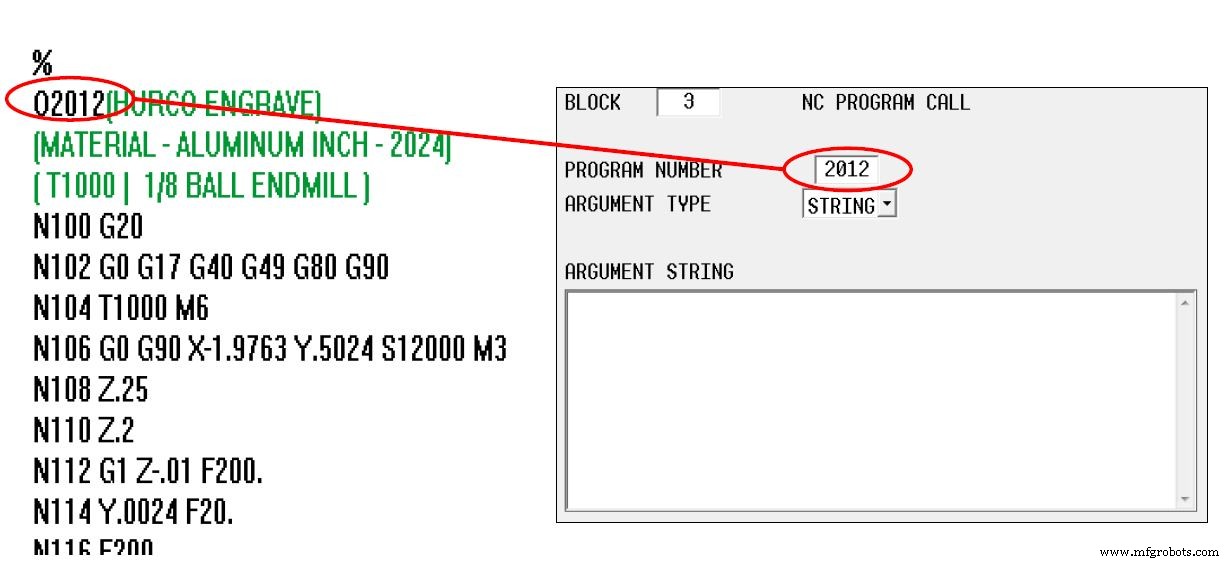
대부분의 NC 또는 G 코드 프로그램은 일반적으로 4개의 숫자로 구성된 문자열로 구성된 프로그램 번호로 시작하고 문자 "O" 또는 콜론 블록(:)이 앞에 옵니다. 이 프로그램 번호는 M98을 메인 프로그램에 삽입하기만 하면 필요할 때마다 서브 프로그램을 호출하는 데 사용할 수 있습니다. 아래 예제 프로그램을 하위 프로그램으로 호출하려면 주 프로그램에 M98 P2012라는 코드 줄을 삽입하기만 하면 됩니다. 또한 일반적으로 NC 프로그램을 종료하는 데 사용되는 M2 또는 M30을 M99로 교체해야 합니다. M99는 하위 프로그램이 종료되었음을 제어 장치에 알리고 제어 장치를 원래 주 프로그램으로 되돌립니다. 프로그래머는 작업을 완료하는 데 필요한 만큼 이 절차를 반복할 수 있으며 동일한 하위 프로그램을 무제한으로 호출할 수 있습니다.
별도의 프로그램을 하위 프로그램으로 호출하는 것 외에도 주 프로그램의 끝에서 하위 프로그램을 "중첩"할 수 있으므로 모든 것이 하나의 단일 데이터 파일에 깔끔하게 포함됩니다. 메인 프로그램과 서브 프로그램의 형식은 마치 별도의 파일인 것처럼 정확히 동일하지만 중첩 프로그램은 원래 메인 프로그램을 종료하는 데 사용되는 일반적인 M2 또는 M30 뒤에 위치해야 합니다.
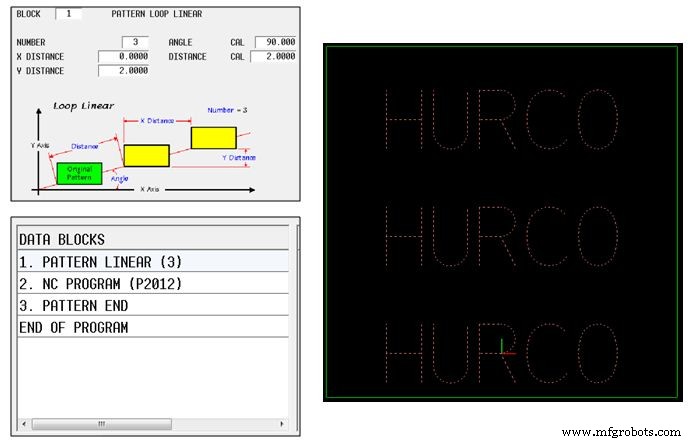
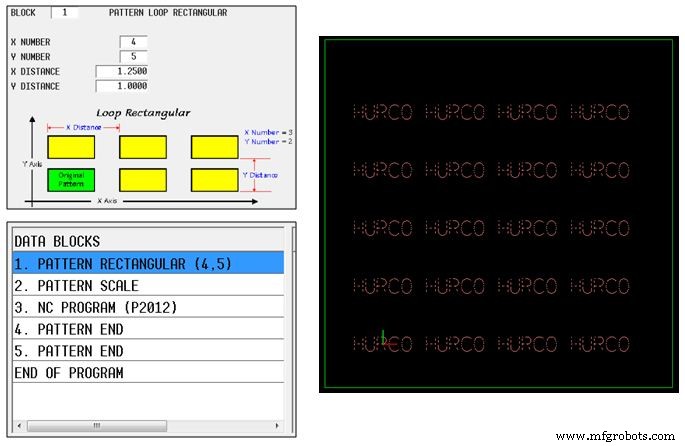
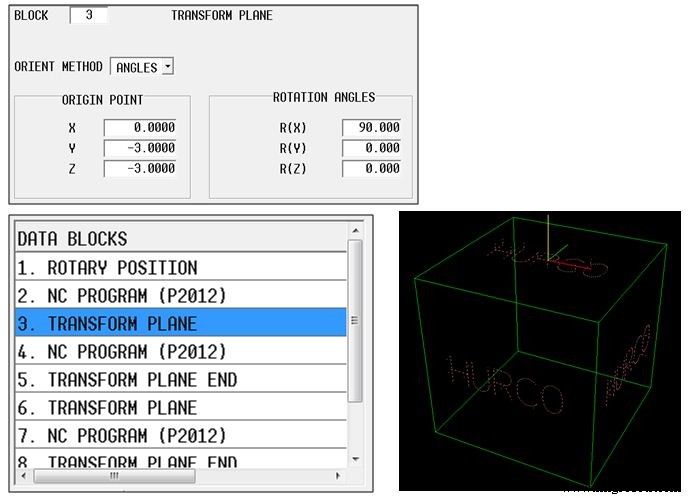
위의 시작 단락에서 NC 병합이라는 기능을 사용하여 Hurco WinMax 대화식 프로그램과 함께 NC 하위 프로그램을 사용할 수도 있다고 언급했습니다. 절차는 M98 G 코드 호출을 삽입하는 대신 대화 블록에서 서브프로그램을 호출한다는 점을 제외하고는 NC와 거의 동일합니다. NC Merge 데이터 블록은 또한 대화형 패턴 및 5축 변환 평면 블록과 함께 기능을 배치하는 데 사용할 수 있습니다... 프로그래머에게 복잡한 문제에 대한 쉬운 솔루션을 제공합니다.
CNC 기계
제출자:BEATA 요약 Q. 표시된 수치에 대한 CNC Part Program 작성 측면 밀링의 경우 속도 1200rpm 및 이송 100mm/min홀 드릴링의 경우 속도 1200rpm 및 이송 80mm/min슬롯 밀링의 경우 속도 1200rpm 및 이송 120mm/min 구멍 직경을 15mm로 설정합니다.절대 좌표계를 사용합니다. 해결책: 작업 순서:1 기준점, 좌표계, 도구 설정, 이송 및 속도 값 제공2 반경 보정용 커터 설정 왼쪽 오프셋3 도구를 A에 설정, 스핀들 시작 및 포기 피드(-Z 방향)4 측면 밀링의 추가 절
제출자:CNC 프로그래머 요약 직경 22mm의 드릴로 깊이 40mm의 황동 소재 조각을 뚫는 CNC 선반 프로그램입니다. 그림/이미지 CNC 프로그램 G97 S1446 M03G00 T0101G00 X0.Z2.G74 R2.G74 Z-40. Q5000 F0.1G00 Z5.M05T0100G28 W0.G28 U0.M30